 2015-05-14
2015-05-14 5447
5447В производстве ПП до 60 % трудозатрат приходится на механическую обработку, которая включает:
· получение заготовок путем резки листового материала и раскроя листа либо штамповкой;
· формирование контура платы фрезерованием;
· выполнение отверстий в плате сверлением либо штамповкой.
В серийном и мелкосерийном производстве для резки листового материала применяют гильотинные ножницы, которые состоят из подвижного и неподвижного ножей, изготовленных из инструментальной стали У8А, прижима разрезаемых материалов и упора, регулирующего ширину заготовок. Геометрические параметры режущей части подвижного ножа: передний угол 0 – 5°, задний 10 – 15°, для неподвижного ножа задний и передний углы равны 0°. Параллельные ножи устанавливаются с минимальным зазором
0,02 – 0,03 мм по всей длине (рис. 2.15, а). Недостатки оборудования – низкая производи-тельность, возможность образования сколов на краях заготовок.
В серийном и крупносерийном производстве материал разрезают с помощью одно- и многоножевых роликовых ножниц, в которых ножи изготовлены из металлокерамического твердого сплава ВК8М. Ножи устанавливают с зазором 0,01 – 0,03 мм и вращают навстречу друг другу со скоростью 2 – 10 м/мин (рис. 2.15, б).
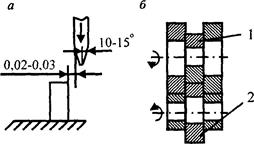
Рис. 2.15. Схема резания гильотинными (а) и роликовыми (б) ножницами
Для получения заданной ширины заготовки ножницы снабжены регулируемыми упорами. Образующуюся пыль отсасывают с помощью промышленных пылесосов. Кинематическая скорость резания достигает 24 м/мин, максимальная ширина разрезаемого материала 1300 мм, потребляемая мощность 3 кВт.
Обработка плат по контуру (снятие технологического припуска) осуществляется фрезерованием на специализированных фрезерных станках, работающих по контуру, или на многошпиндельных станках с программным управлением. Такой способ отличается высокой производительностью, допускает обработку плат в пакете по 6 – 10 шт., дает хорошее качество кромок и точность размеров в пределах ±0,025 мм. В качестве инструмента используются алмазные дисковые фрезы или твердосплавные фрезы диаметром 3 – 8 мм.
Для получения монтажных отверстий в ПП применяют пробивку на специальных штампах и сверление.
Пробивку используют в тех случаях, если отверстия в дальнейшем не подвергаются металлизации. Для улучшения качества отверстий применяют прижим заготовки с помощью прокладки из картона, которая предохраняет пуансоны от налипания на них стружки. Уменьшению усилия пробивки и повышению чистоты среза способствует предварительный подогрев заготовок до 80 – 100°С со скоростью подогрева 5 – 8 °С/мин.
Недостатки: возможны разрывы фольги, затягивание проводников внутренних слоев МПП в отверстия, расплющивание торцов контактных площадок.
Сверление отверстий обеспечивает необходимое качество операции и ее высокую точность. Сверление в платах из гетинакса и текстолита обычно производят сверлами из быстрорежущей стали Р18. Для стеклотекстолита вследствие его высокого абразивного воздействия и низкой теплопроводности стойкость сверл из стали Р18 оказывается низкой, поэтому применяют сверла из твердых сплавов ВК6М.
К сверлам для обработки отверстий ПП предъявляют следующие требования:
· диаметр сверл должен быть на 0,1 – 0,15 мм больше диаметра металлизированного отверстия для компенсации некоторой упругости диэлектрика и толщины металлизации в отверстии;
· рабочая часть сверл должна иметь обратную конусность в пределах 0,02–0,03 мм для уменьшения трения в процессе обработки;
· радиальное биение рабочей части относительно хвостовика не должно превышать 0,02 мм;
· несимметричность режущих кромок относительно оси сверла должна составлять не более 0,02 мм, а осевое биение кромок, проверяемое на их середине, не более 0,01-0,02мм;
· поверхности стенок и спиральных канавок должны быть полированными для предотвращения налипания смолы в процессе сверления;
· оптимальный угол при вершине сверла должен составлять: 122 – 130°, угол спинки зуба: 30 – 35°, угол крутизны спирали: 25 – 30° (рис. 2.16);
· оптимальная скорость резания твердосплавными сверлами составляет
25 – 50 м/мин;
· стойкость сверла 2000–4000 отверстий, после чего оно перетачивается и очищается от налипших связующих веществ материала платы;
· твердосплавные сверла допускают 5 – 6 переточек.
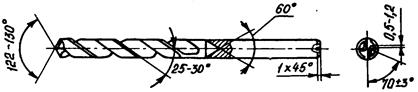
Рис. 2.16. Сверло для печатных плат
Диаметр сверла рассчитывается по уравнению:

где Do – диаметр отверстия;
Δ 1 – предельно допустимое отклонение диаметра отверстия (±0,05 мм);
Δ 2 – допустимое уменьшение диаметра после охлаждения заготовки (5 % от толщины платы), мм.
В качестве оборудования для сверления отверстий в ПП применяются многошпиндельные станки с программным управлением, имеющие автоматизированный привод по двум координатам. К таким станкам предъявляются следующие требования: жесткость конструкции; точность и высокая скорость позиционирования; максимальное число оборотов шпинделя; высокие скорости хода шпинделя.
Применение в сверлильных станках вместо традиционных чугунных станин гранитных обеспечивает вибропоглощение, снижает температурные деформации. Оптимальное число оборотов шпинделя лежит в диапазоне 45000 – 120000 об/мин. Скорость обратного хода достигает 25 м/мин. В станках современного типа применяют автоматическую смену сверл по программе, управление от мини-ЭВМ или микропроцессора.
Основные проблемы при сверлении отверстий в платах – повышение долговечности сверл, борьба с наволакиванием размягченной смолы на сверла и на медные кромки отверстий, препятствующим последующей металлизации отверстий. Для борьбы с этим явлением предложены: применение охлаждающих сред (воды, водяного тумана, сжатого воздуха) в зоне сверления; сверление под водой (технически трудно осуществимо); гидроабразивная очистка поверхности отверстий после сверления.
Гидроабразивная обработка с использованием шлифовальных микропорошков применяется при подготовке поверхности платы к проведению технологического процесса (для зачистки поверхности фольгированного диэлектрика). Механизированную механическую подготовку проводят также крацеванием вращающимися капроновыми или нейлоновыми щетками, на которые подаются струи абразивной суспензии. Заготовка при этом перемещается с помощью конвейера со скоростью 0,5 – 1,0 м/мин. Обрабатываются заготовки с минимальными размерами 100×100 мм и максимальными 500×500 мм. Расход воздуха при полной нагрузке 13 м3/мин, потребляемая мощность 1,6 кВт.
Установка гидроабразивной зачистки поверхности фольгированного диэлектрика от оксидной пленки и отверстий от заусенцев, наволакиваемой смолы и стружки (типа АРСМ 3.190.000) облегчает последующую операцию подтравливания диэлектрика, позволяет исключить ручной труд. Абразивный материал – микропорошок М40 – подается с помощью 21 форсунки под давлением сжатого воздуха. Для повышения равномерности форсунки покачиваются на угол 20 – 40° с числом качаний 35 – 60 в минуту.
Для формирования переходных отверстии, вырезки пазов, разделения керамических коммутационных плат используется автоматизированная лазерная установка СТ- 403 НПО «Спектр» (Беларусь), имеющая рабочее поле координатного стола 150×150 мм, погрешность позиционирования ±10 мкм. Размеры отверстий составляют (130±20) мкм, производительность 600 тыс. отверстий в час. Длина волны лазерного излучения 1,06 мкм, длительность импульса 200 – 1000 мкс, максимальная энергия 10 Дж.

