 2015-05-14
2015-05-14 6628
6628Односторонние ПП изготавливают как негативным, так и позитивным методом, используя односторонний фольгированный диэлектрик. Технологический процесс по негативному методу включает следующие операции (рис. 2.17):
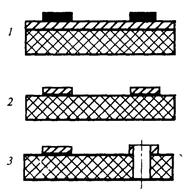
Рис 2.17.Схема технологического процесса изготовления ОПП
1 - нанесение защитного рисунка, 2 - получение проводников, 3 - выполнение отверстий
– подготовка поверхности заготовки: механическая и химическая очистка
поверхности от оксидов, остатков смазки и других загрязнений;
– обезжиривание при 45 – 60 °С в растворах следующего состава: 30 –35 г/л тринатрийфосфата (Na3РО4), 30–35 г/л кальцинированной соды
(Na2CO3), 3 – 5 г/л моющего средства «Прогресс»;
– промывка в проточной холодной воде;
– активирование в 20 – 25 %-м растворе НС1 при температуре 20°С в течение 0,2–0,3 мин;
– промывка в холодной и горячей воде;
– сушка поверхности заготовки;
– нанесение защитного рисунка схемы сеткографическим или фотоспособом;
– травление незащищенных участков металлической фольги удаление резиста химическим путем;
– пробивка или сверление отверстий;
– нанесение защитного покрытия на плату.
Для облегчения монтажа навесных элементов со стороны их установки на плату наносят маркировку, для ограничения растекания припоя по печатным проводникам – защитные маски для пайки. Для защиты от влияния окружающей среды после изготовления платы покрывают лаком.
При позитивном методе после нанесения защитного рисунка гальванически осаждают покрытие, устойчивое к травлению (сплав олово – свинец, серебро), затем сверлят отверстия и осуществляют травление рисунка. Процесс получения ПП субтрактивным химическим методом наименее трудоемок, легко механизируется, обеспечивает высокую разрешающую способность при производительности до 1000 плат/ч. Недостаток – наличие бокового подтравливания элементов проводящего рисунка. Область применения – бытовая РЭА, техника связи, блоки питания.
Двусторонние ПП с переходными электрическими соединениями изготавливают комбинированными негативным или позитивным методами. При комбинированном негативном методе экспонирование осуществляют с фотонегатива, проводящий рисунок схемы получают травлением меди с пробельных мест, сверлят отверстия, затем выполняют металлизацию отверстий электрохимическим методом (рис. 2.18).
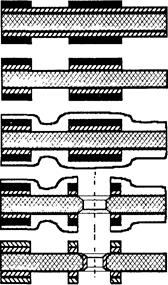
Рис.2.18. Схема процесса изготовления ДПП комбинированным
негативным методом:
1 - нанесение защитного рисунка, 2 - травление меди, 3- нанесение лака,
4 - сверление и зенкование отверстий, 5 - металлизация отверстий
Технологический процесс включает следующие операции:
– получение контура заготовки (штамповка, резка роликовыми ножницами);
– подготовка поверхности заготовки;
– нанесение негативного рисунка схемы, ретуширование;
– травление металлической фольги с пробельных мест;
– нанесение защитной пленки лака для защиты всей поверхности платы от химического меднения краскораспылителем и подсушивание при темпера-туре 50 – 60°С (цапонлак, бакелитовый лак, клей АК.-20);
– химическое меднение;
– снятие защитного слоя лака;
– гальваническое меднение отверстий;
– снятие фоторезиста;
– покрытие проводников припоем ПОСВ 33 для обеспечения их паяемости.
К преимуществам метода относятся освоенность процесса производства и широкая номенклатура травителей. Недостатки – возможность срыва контактных площадок при сверлении, необходимость специальных контактирующих приспособлений при металлизации отверстий, вредное воздействие химических растворов на платы, большая величина подтравливания.
При комбинированном позитивном методе выполняются следующие операции (рис. 2.19):
– получение контура заготовки и подготовка ее поверхности;
– нанесение позитивного рисунка схемы;
– нанесение защитного слоя лака (нитроклей АК-20, эмаль ХСЭ, ХСЛ и др.)для предохранения от воздействия химически активных растворов при химической металлизации (количество слоев 2 – 3, нанесение окунанием, поливом или с помощью краскораспылителей, сушка в сушильных печах в течение 20 – 40 мин при температуре 60 – 80 °С);
– сверление отверстий в плате;
– химическое меднение отверстий слоем толщиной 1-2мкм соскоростью 20-30 мкм/ч;
– гальваническое меднение слоем толщиной 25-30 мкм;
– удаление защитного слоя лака;
– нанесение металлического резиста для защиты проводников и отверстий от травления (серебрение слоем толщиной 10-12 мкм, гальваническое покрытие сплавами Sn – Pb, Sn – Bi, ПОСВ – 33 толщиной 20- 25 мкм);
– удаление фоторезиста;
– травление пробельных мест;
– оплавление металлического резиста (необходимо для удаления припоя из отверстий и улучшения паяемости покрытия);
– контроль платы, маркировка.
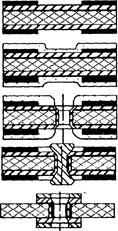
Рис. 2.19. Схема процесса изготовления ДПП комбинированным позитивным
методом:
1 - нанесение защитного рисунка, 2 - нанесение пака, 3- сверление и металлизация
отверстий, 4 - нанесение металлического резиста, 5 - травление и оплавление резиста
Гальванически нанесенный металлический резист из сплава Sn – Pb имеет пористую структуру, быстро окисляется, теряет способность к пайке. Для устранения этих недостатков проводят оплавление резиста либо с помощью ИК-излучения, либо в нагретой жидкости (глицерине) или газе. В результате покрытие приобретает структуру металлургического сплава и хорошую паяемость.
В связи с повышением требований к качеству плат используют аддитивные методы, которые устраняют такие недостатки субтрактивных, как подтравливание проводников, неравномерная толщина металлизации отверстий, большой расход медной фольги и травильных растворов.
При аддитивном методе изготовления ДПП используют нефольгированныи диэлектрик с введенным в него катализатором Pd: Sn = 1:3. Технологический процесс включает следующие операции (рис. 2.20):
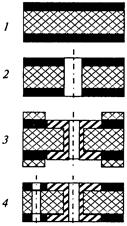
Рис. 2.20. Схема процесса изготовления ДПП аддитивным методом:
1 - нанесение адгезива, 2 - сверление отверстий: 3 -химическое меднение,
4 - сверление неметаллизиро-ванных отверстий.
– подготовка поверхности диэлектрика (очистка);
– нанесение адгезива путем погружения платы в композицию на основе нитрильного каучука толщиной 20-30 мкм либо полимера АБС-2 и вытягивания из раствора полимера со скоростью 20-100 мм/мин с последующей сушкой при температуре 130-140 °С в течение 1,5-2 ч;
– сверление и очистка отверстий в плате;
– нанесение защитного негативного рисунка схемы, обладающего повышенной стойкостью к высокощелочному составу ванны химического меднения;
– подтравливание поверхностей диэлектрика, открытых для нанесения меди, в растворе фторборатной или хромовой кислоты для улучшения адгезии проводников к подложке;
– химическое меднение в течение 8 -16 ч;
– удаление защитного резиста;
– создание неметаллизированных отверстий;
– нанесение маски для пайки трафаретной печатью;
– лужение проводников и металлизированных отверстий в плате.
Процесс нанесения толстослойной (25-35 мкм) химической меди требует специального оборудования, оснащенного системами дозирования добавок в ванну, непрерывной фильтрации раствора. Во время меднения выделяется водород, поэтому необходимо непрерывное покачивание плат со скоростью 5-10 качаний в минуту при длине хода до 50-100 мм, а также применение ЭВМ для автоматического поддержания концентрации растворов, рН, температуры и уровня раствора в ваннах.
Применение аддитивного метода ограничено его невысокой производительностью, трудностью получения хорошей адгезии проводников с основой, интенсивным воздействием растворов на диэлектрик.
При полуаддитивном методе изготовления ДПП используется нефольгированный диэлектрик без введенного катализатора, поэтому обязательными являются операции сенсибилизации и активации. Процесс включает следующие операции (рис. 2.21):
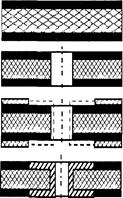
Рис 2. 21.Схема процесса изготовления печатных плат полуаддитивным методом:
1 - нанесение адгезива, 2 - сверление отверстий, 3 -подготовка поверхности и нанесение
защитного рельефа, 4 - гавальническая металлизация
– подготовка поверхности диэлектрика и нанесение адгезива;
– сверление и очистка отверстий;
– сенсибилизация и активация всей поверхности;
– химическое меднение слоем толщиной 2-3 мкм. для трафаретной печати и 4-6 мкм для фотопечати;
– создание защитного рисунка схемы;
– гальваническое меднение (усиление меди);
– удаление резиста и травление;
– создание неметаллизированных отверстий;
– нанесение маски для пайки и лужение печатных проводников.
В настоящее время электрохимическое меднение ведут на периодических токах: импульсных, реверсных и произвольной формы, что улучшает микрорельеф покрытий, снижает внутренние напряжения и сокращает время осаждения.
При изготовлении ДПП методом травления фольгированного диэлектрика требуется до 40 операций с использованием драгоценных металлов (хлористого палладия) и токсичных травящих растворов. Ширина проводников и расстояние между ними – около 0,2-0,3 мм, причем уменьшение размеров снижает прочность сцепления с подложкой. Разработана технология рельефных ПП, свободная от перечисленных выше недостатков. Подложка платы изготавливается путем литья или прямого прессования из реактопласта типа ДСВ2-Р-2Н, при этом формируются переходные отверстия, конструктивные элементы, а также углубления для проводников (рис.2.22).
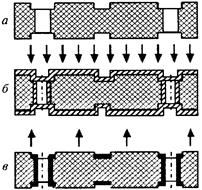
Рис. 2.22.Схема технологического процесса получения рельефных плат:
а -штамповка, б - напыление, в - шлифование
Матрицу для пресс-формы получают путем глубокого химического травления. Для создания платы больших размеров и малой толщины необходима терморихтовка. Затем поверхности придается шероховатость с одновременным удалением облоя и притуплением острых кромок отверстий.
На установке магнетронного распыления на обе стороны подложки наносится медный слой с соответствующим подслоем, покрывающий внутренние поверхности отверстий. Далее слой наращивается гальванически до 25 мкм. Затем подложка шлифуется на глубину, превышающую толщину нанесенного слоя. Несошлифованная медь в рельефе и образует рисунок проводников, которые облуживаются сплавом олово-свинец.
Преимущества метода: минимальная ширина проводников 0-1мм; прочность сцепления с подложкой в 2 раза выше по сравнению с аддитивным методом; сокращение производственных площадей в 3 раза; улучшение условий труда; уменьшение загрязнения окружающей среды. Недостаток – сложность внесения изменений в рисунок платы








