 2015-05-14
2015-05-14 4552
4552Установка ЭРЭ и ИМС на платы является первым этапом монтажа, и дефекты данной операции неблагоприятно отразятся на качестве монтажных соединений. В зависимости от технической реализации различают ручную и механизированную сборку плат, причем в качестве критерия выбора оборудования принимают вариант исполнения выводов (штыревые, планарные). Оптимальное выполнение операции установки ЭРЭ на платы требует согласования допусков на выводы и на диаметры отверстий, выбора наиболее приемлемого метода фиксации компонента, определения оптимального варианта расположения ЭРЭ и ИМС на плате.
При автоматизированной сборке однослойных и многослойных плат должны выполняться следующие технические требования:
– использование минимального числа типоразмеров ЭРЭ и ИМС;
– размещение корпусных ИМС на ПП рядами или в шахматном порядке с шагом установки 2,5 мм;
– корпуса с планарными выводами допускается размещать с шагом 1,25 мм, зазоры между корпусами ИМС должны быть не менее 1,5 мм;
– установка ИМС со штыревыми выводами только с одной стороны ПП, а ИМС с планарными – с двух сторон.
Положение компонентов, полученное при сборке, не должно изменяться до момента контактирования, т. е. формирования монтажного соединения. Поэтому компоненты должны быть зафиксированы на плате. Фиксация должна: быть легкой в исполнении, не допускать применения дополнительных элементов, выдерживать собственную массу элементов, осуществляться при обратном ходе рабочего инструмента. Существуют различные варианты фиксации выводов элементов в отверстиях плат (рис.5.6):
– загибка (а),
– расплющивание (б),
– деформация (в), под действием упругих сил (г) или трения (д).
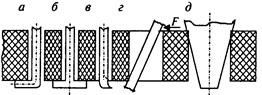
Рис 5.6.Фиксация выводов компонентов в отверстиях плат
Загибка создает большую опасность замыканий с близлежащими проводниками, чем расплющивание. Пружинные выводы ИМС не требуют загибки, так как фиксация происходит за счет трения о внутренние стенки отверстий. Для фиксации ИМС с планарными выводами применяют их предварительное приклеивание к плате.
Установка ЭРЭ и ИМС на платы проводится вручную или с помощью полуавтоматов и автоматов. Для повышения производительности ручной сборки применяют держатели плат, печатание с обратной стороны платы способом шелкографии позиционного обозначения ЭРЭ. В мелкосерийном производстве применяются сборочные столы типа «Трек-М», на которых обслуживающему персоналу выдается с диапозитивов или перфоленты информация о расположении элемента и последовательности сборки. На основании этой информации на краях плат загораются координатные лампы, определяющие место установки ЭРЭ, вращается тарельчатый магазин, подавая в лоток нужную деталь.
Программирование сборки осуществляют также подсветкой с применением светодиодов и стекловолоконных световодов, подключаемых к платам. По мере выполнения программы световоды высвечивают те позиции, которые должны быть заполнены элементом из очередной ячейки. Производительность установки 500 элементов в час.
При механизированной установке элементов основную роль играет сборочная головка, которая выполняет следующие функции (рис.5.7): принимает компонент из подающего устройства, ориентирует компонент, рихтует и обрезает выводы, вводит выводы в соответствующие отверстия или совмещает их с контактными площадками и при необходимости загибает.
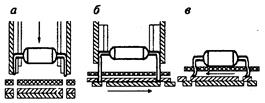
Рис.5.7. Механизированная установка дискретных ЭРЭ:
а - изгиб проводов; б – обрезка выводов; в – загибка выводов.
Варианты позиционирования зависят от конструкции компонентов (рис.5.8).
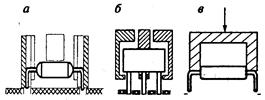
Рис. 5.8. Варианты позиционирования ЭРЭ сборочными машинами:
а – по двум выводам; б – по трем выводам; в – по корпусу.
Компоненты с боковыми выводами (резисторы) позиционируются по двум выводам, элемент подводится под легким внешним воздействием к плате. Для компонентов с несколькими штыревыми выводами (транзисторы) не применяют прямые направляющие, а позиционируют несколько выводов, что требует больших допусков на отверстия платы. Для ИМС выводы фиксированы по отношению к корпусу и не формуются. Тогда устанавливают элемент, удерживая его за корпус, что является менее надежным способом.
На работу установочной головки значительное влияние оказывают допуски всех элементов. При установке компонентов со штыревыми выводами на эффективное отклонение конца вывода влияет ряд допусков.
При условии, что минимальная ширина b ннаправляющей 2 одинакова с максимальной шириной b ввывода 1 (нет заклинивания вывода в направляющей) (рис.5.9), в результирующей цепочке допусков получается сдвиг середины вывода компонента от идеального шага
ΔА1 в направлении х:
δА1 Х = δА2 +δА3+ δА4 + Δ b Н + ΔbВ
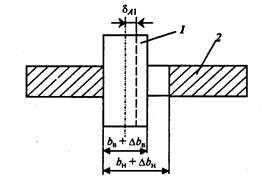
Рис. 5.9.Позиционирование вывода относительно направляющей
Эффективные допуски при механизированной установке интегральных микросхем с двухрядным расположением выводов определяются из табл. 5.3.
Таблица 5.3.Допуски на механизированную установку ИМС.
| Вид допуска | Обозначение | Значение,мм |
| На ширину вывода На ширину направляющей На положение направляющей На колебание машины На возвратно-поступательное движение На позиционирование Нам положение монтажного отверстия При установке на устройстве пози-ционирования. | Δ b в Δ b н δ А2 δ А3 δ А4 δ А5 δ 01 δ уст | ±0,05 ±0,01 ±0,02 ±0,02 ±0,025 ±0,01 ±0,1 ±0,1 |
Так как для направляющей в направлении у не может быть заклинивания, то
δА1 Y = δА2 +δА3+ δА5 + 1/2 (Δ b Н + ΔbВ )
Допуски δА1 Х , δА1 Y на отклонение направляющей, а также на позиционирование δА4 допуск на положение монтажного отверстия позволяют рассчитывать необходимый диаметр монтажного отверстия:


