 2015-05-14
2015-05-14 3128
3128Конструкционной сваркой соединяют антенные мачты, зеркала радиотелескопов, каркасы, стойки, шасси, волноводы, кожухи аппаратуры, изготовленные из стали, алюминиевых, титановых и медных сплавов. Сварные конструкции, обладая всеми необходимыми эксплуатационными качествами, должны быть изготовлены с минимальной трудоемкостью, экономичным расходом материалов и высокой стабильностью качества.
Надежность сварной конструкции во многом зависит от свариваемости материала. Понятие свариваемости — комплексное, оно зависит от пригодности материала к сварке, технологических условий сварки и в свою очередь определяет надежность сварной конструкции (рис. 4.10).
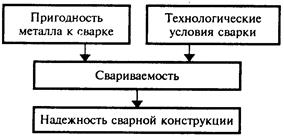
Рис. 4.10. Взаимосвязь факторов сварки.
В радиоэлектронике при изготовлении элементов конструкций применяют разнообразные черные и цветные металлы, каждый из которых характеризуется определенной способностью к сварке. Свариваемость – это свойство материала в однородной или разнородной системе под воздействием активирующей энергии обеспечивать надежное сварное соединение.
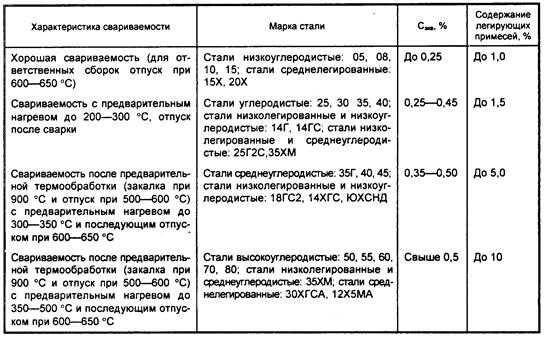
Свариваемость сталей зависит от химического состава, структуры, температуры и интервала плавления, склонности к поглощению газов. С увеличением степени легирования (особенно углеродом) растет их чувствительность к нагреву, увеличивается опасность возникновения трещин в шве. Поэтому критерием свариваемости сталей является эквивалентное содержание углерода:

где С, Mn, Si, Ni, Cr, Mo, V – химические элементы.
В зависимости от эквивалентного содержания углерода различают группы сталей по свариваемости (табл. 8.3).
Таблица 3. Свариваемость сталей.
Свариваемость алюминия и его сплавов определяется их высокими теплопроводностью, термическим расширением, сродством к кислороду, тугоплавкостью оксидной пленки и фазовыми превращениями при сварке, приводящими к охрупчиванию при 350 – 400°С. Травление деталей перед сваркой и защита жидкой ванны от контакта с атмосферой обеспечивают отсутствие пор при сварке чистого алюминия и литейных сплавов. Массивные детали перед сваркой подогревают до 200–400 °С. Сварные соединения из дюралюминов (термически упрочняемых сплавов) склонны к образованию трещин, поэтому их подвергают естественному (5–10 сут) или искусственному (200°С, 2–10 ч) старению.
Свариваемость меди определяется ее повышенной жидкотекучестью, теплопроводностью и химической активностью, наличием примесей свинца, кислорода, серы, висмута, которые не растворяются в ней. Нагревание меди до температуры выше 400°С приводит к интенсивному окислению металла и его примесей, расплавленный металл хорошо растворяет газы, особенно водород с образованием паров воды. Пары воды при нагревании создают большое давление, под действием которого образуется сеть микротрещин и пор (водородная болезнь). Поэтому для изготовления сварных конструкций применяют специальную раскисленную медь, в которой нет кислородных включений. Медь и ее сплавы соединяют газовой, дуговой или контактной сваркой.
Свариваемость разнородных металлов определяется их диаграммой состояния, разницей значений коэффициента линейного теплового расширения, упругостью паров, температурой плавления и другими характеристиками. Наилучшей свариваемостью при прочих равных условиях обладают металлы с полной взаимной растворимостью. При сварке металлов, образующих хрупкие интерметаллиды, необходимо ограничивать время существования жидкой фазы и ее температуру. Для преодоления трудностей, связанных со сваркой разнородных металлов, применяют биметаллические переходники, компенси-рующие или барьерные прокладки.
На качество сварных соединений оказывают влияние не только правильный выбор материалов, разработка оптимального варианта ТП, но и особенности конструкции соединения и всего изделия. Основные требования, предъявляемые к конструкции, следующие:
– расположение деталей должно обеспечивать свободный доступ инструмента в зону соединения;
– швы в изделии рекомендуется располагать таким образом, чтобы весь процесс сварки был выполнен в одном положении изделия;
– стыки всех элементов желательно располагать в одной плоскости, избегая прохождения нескольких швов через одну точку;
– расстояние между параллельными швами рекомендуется выдерживать не менее 10 мм для деталей толщиной до 2 мм, а для остальных – в 4–5 раз больше толщины деталей;
– нецелесообразно располагать окна, отверстия на близком расстоянии от швов;
– рекомендуется соблюдать пропорции между высотой элементов и расстоянием между ними (рис. 4.11, а);
– кромки деталей под сварку разделываются, как показано на рис. 4.11,б.
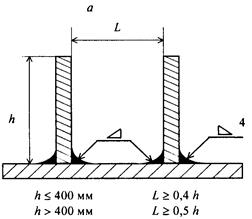
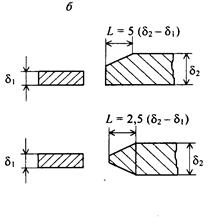
Рис.4.11. Примеры рекомендуемых соотношений в сварных конструкциях.
Неравномерный нагрев деталей при сварке приводит к различным дефектам (табл. 4.4).
Основные методы получения металлоконструкций, каркасов, рам, стоек, оснований РЭА – контактная, электродуговая, холодная, диффузионная и газовая сварка. Вне зависимости от метода для уменьшения деформации изделий детали закрепляют в приспособлении и стремятся обеспечить минимальный объем металла в сварочном шве, использовать прерывистый точечный шов, выдержать сборочные зазоры.
При изготовлении каркасов до 90 % работ выполняется контактной сваркой. Более пригодны для этого вида сварки металлы, имеющие высокие электросопротивление, пластичность и малую окисляемость, а именно: никель и его сплавы (ковар), платинит, низкоуглеродистая сталь и др. Схема установки для контактной (конденсаторной) сварки с трансформаторной связью приведена на рис. 4.12.
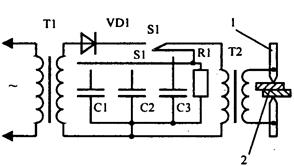
Рис.4.12. Схема конденсаторной сварки.
1-электроды; 2-свариваемые детали.
На качество сварного соединения оказывают влияние энергия сварочного импульса, усилие сжатия электродов, площадь сечения и состояние поверхности электродов, форма импульса сварочного тока. Форма импульса сварочного тока и длительность его прохождения зависят от емкости сварочных конденсаторов С, напряжения их зарядки U, коэффициента трансформации Ктр, индуктивности L и суммарного активного сопротивления контура RΣ. В зависимости от соотношения параметров разрядного контура наблюдаются три формы импульсов сварочного тока (рис. 4.13).
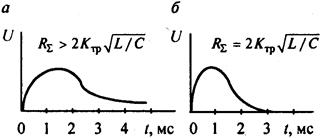
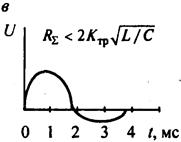
Рис. 4.13. Формы импульсов сварочного тока:
а - кривая апериодического типа; б - критического затухания; в - колебательного типа.
Рабочей является апериодическая форма тока. При переходе в колебательный режим процесс становится неустойчивым и требует регулировки параметрами Ктр и С. Производительность процесса зависит от постоянных времени заряда и разряда конденсаторов.
Аргонно-дуговая сварка обеспечивает высокое качество соединений деталей из нержавеющих сталей, алюминиевых и титановых сплавов. Основными параметрами ТП являются: сила тока, напряжение на электродах, вид и полярность тока, диаметр электродов. Увеличение силы сварочного тока приводит к увеличению глубины провара и применяется при повышенных толщинах деталей. Напряжение линейно связано с шириной шва и не сказывается на глубине провара. При сварке постоянным током обратной полярности («-» на изделии) глубина провара на 40–50 % выше, чем при сварке током прямой полярности, и на 15–20 % выше, чем при сварке переменным током. Использование аргона при дуговой сварке обеспечивает чистоту химического состава литого металла и создает благоприятные условия для формирования структуры шва.
Холодная сварка (рис. 4.14) осуществляется за счет пластической деформации соединяемых деталей под действием больших механических усилий.
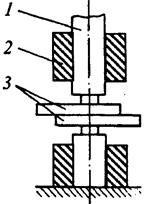
Рис.4.14. Схема холодной сварки.
1 – пуансон; 2 – прижим; 3 – свариваемые детали.
Удельное давление при соединении одноименных материалов определяется по формуле:
где σт – предел текучести;
S – ширина рабочей части пуансона;
hост – остаточная толщина металла.
Метод применяется для соединения внахлестку тонких (до 1 мм) деталей.
Диффузионная сварка основана на соединении деталей в результате ползучести под действием приложенного давления в контролируемой атмосфере. Основными параметрами процесса являются температура Т, давление Р и время t, которые для взаимно растворимых металлов связаны следующим соотношением:

где т, В – константы для данного металла;
А – энергия активации ползучести;
е – основание натурального логарифма;
R – универсальная газовая постоянная.
Диффузионная сварка позволяет сваривать разнородные материалы, обеспечивает высокую точность, прикладываемые усилия колеблются в пределах 5–20 МПа. Недостатками метода являются высокая энергоемкость и низкая производительность (соединение длится 5–20 мин).
Газовая сварка применяется для сварных соединений из тонколистовой стали с целью предупреждения прожогов, для соединения деталей из легких сплавов с минимальными деформациями. В качестве горючей смеси используют ацетилен или природный газ и кислород.

