 2015-05-14
2015-05-14 1501
1501Современные способы групповой пайки блоков ЭА можно классифицировать по нескольким признакам, являющимся главными факторами при формировании паяных соединений. Образование паяного соединения включает стадии активации паяемых материалов, перехода припоя в жидкое состояние, смачивания и растекания припоя, взаимодействия припоя с паяемыми материалами. Таким образом, один из важных факторов – тепловая энергия системы – определяет скорость протекания процессов на всех стадиях и качество получаемых соединений.
Передача тепловой энергии осуществляется теплопроводностью, конвекцией, излучением либо их совместным действием. При нагреве теплопроводностью источниками тепловой энергии могут быть расплав в ванне, волна припоя, нагретая жидкость либо групповой инструмент. Конвективный теплообмен осуществляется с использованием летучего теплоносителя: горячего газа, паров жидкости, пламени горелки. Излучение, наиболее эффективное в форме концентрированных потоков энергии, вводится в зону пайки контактным путем, например УЗ-колебаниями, либо бесконтактным: электромагнитной волной, инфракрасным излучением, лазерным лучом и т. д. Классификация способов групповой пайки приведена на рис. 6.1.
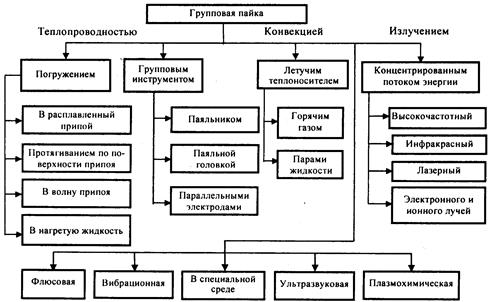
Рис.6.1. Классификация способов групповой пайки.
Другим не менее важным фактором являются физико-химические процессы взаимодействия паяемых материалов и припоя, включая механизмы удаления оксидных пленок, воздействия специальных сред и т. д. Удаление оксидных пленок может осуществляться за счет применения флюсов, механическим путем, созданием специальных сред, УЗ-колебаниями, плазмохимической или ионной очисткой.
Основными критериями, характеризующими эффективность каждого из способов пайки, могут служить следующие:
- скорость нагрева паяемых элементов;
- локальность;
- уровень энергопотребления;
- габаритно-программный показатель;
Скорость нагрева непосредственно определяет время, производительность и экономичность процесса пайки. Совместное действие нагрева погружением и УЗ-активации позволяет реализовать различные способы бесфлюсовой пайки, УЗ, ВЧ, ИК-излучений – бесфлюсовые и бесконтактные методы активации.
Увеличение локальности нагрева позволяет ограничить температурное воздействие на паяемое изделие, снизить тем самым нагрев термочувствительных компонентов и платы, повысить качество паяных соединений. Уровень энергопотребления характеризует экономичность метода, способность эффективно использовать тепловую энергию без больших ее потерь в окружающем пространстве. Уровень автоматизации показывает, какая доля операций всего технологического процесса пайки автоматизирована и характеризует применяемое технологическое оборудование по уровню автоматизации процесса. Габаритно-программный показатель определяет эффективность использования оборудования для заданной серийности производства на данной производственной площади.
Кроме перечисленных факторов выбор способа групповой пайки определяется экологической чистотой процесса, особыми требованиями техники безопасности конструктивными формами паяных соединений.

