 2015-05-14
2015-05-14 4447
4447При пайке погружением собранная плата стороной пайки опускается в расплавленный припой, который является источником нагрева. Так как переход теплоты от жидкого припоя большой массы (50 кг и более) к контактным площадкам и выводам компонентов происходит достаточно быстро, то нагрев зоны соединения до температуры пайки достигается в течение 1-2 с. В зависимости от характера движения платы относительно поверхности припоя различают следующие способы пайки погружением в расплав припоя (рис.6.2):
- вертикальным перемещением (а),
- наклонным перемещением (б),
- колебательным движением (в),
- маятниковым движением (г),
- протягиванием по поверхности припоя (д),
- избирательной подачей припоя (е).
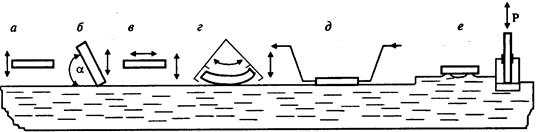
Рис.6.2. Способы пайки погружением.
Погружение платы в припой вертикальным перемещением осуществляют на глубину, не превышающую ее толщину. Наиболее важными технологическими параметрами при этом являются: температура расплава припоя, которая поддерживается на уровне 260-280 °С, и время погружения в пределах 4-6 с. Ванны для пайки оснащаются терморегуляторами, которые поддерживают температуру в заданном интервале с точностью ±5°С. Нагревательные элементы располагают таким образом, чтобы дно ванны было нагрето сильнее ее стенок. В этом случае за счет естественной конвекции происходит перемешивание жидкого припоя, обеспечивающее однородность состава во всем объеме ванны. Поверхность припоя (зеркало) при пайке должна быть чистой и свободной от оксидов, которые удаляются скребком перед каждым погружением платы.
При вертикальном погружении и извлечении платы наблюдается ряд недостатков, которые связаны с условиями удаления жидких и газообразных остатков флюса и излишков припоя. Затрудненность выхода остатков флюса на поверхность припоя может привести к «захвату» флюсом припоя и образованию ложных паек. Припой не успевает стекать с платы и затвердевает с образованием сосулек, короткозамыкаюших мостиков.
Ряд этих недостатков устраняется при наклонном погружении и извлечении платы. При погружении под углом 5-7° обеспечивается удаление газовых фракций флюса и продуктов реакции, а также стекание припоя. Удачным сочетанием способа с наклонным погружением платы и устройства для снятия оксидных пленок является способ пайки в лотке (рис.6.3, а).
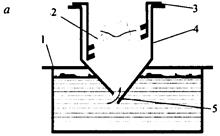
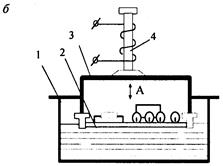
Рис. 6.3. Способы пайки в лотке с применением вибраций.
Припой находится в неподвижной ванне /, а плата 2 с установленными компонентами укладывается наклонно в держатель 3 логка 4. Лоток в поперечном сечении имеет форму треугольника с вершиной угла, направленного в глубь ванны. При опускании лотка в расплав припоя треугольное днище рассекает пленку оксидов на поверхности припоя и своим приемным отверстием 5 начинает забирать припой из глубины ванны. При этом создаются условия для постепенного удаления из зоны пайки жидких и газообразных остатков флюса, подачи в зону пайки чистого припоя. Недостатками данного метода являются: низкая производительность процесса, что определяет его пригодность для мелкосерийного производства; большой процент дефектных соединений; повышенный расход припоя; значительное термическое воздействие на плату.
Повышения качества паяных соединений в платах с металлизированными отверстиями достигают применением колебательных движений платы (рис.6.3, б).Плата закрепляется в держателе, на который подаются механические колебания частотой 50–300 Гц и амплитудой 0,5-2,0 мм, получаемые от электромагнитного вибратора, либо УЗ-колебания частотой 20-44 кГц и амплитудой 10-20 мкм. Механические вибрации способствуют проникновению припоя в металлизированные отверстия, удалению остатков флюса, улучшают структуру припоя в соединении. Ультразвуковые колебания вызывают разрушение оксидных пленок и улучшают смачивание припоем паяемых поверхностей. Недостатками данного способа являются: необходимость надежного фиксирования компонентов на плате; возможность возникновения механических резонансов в компонентах, особенно транзисторах, что приводит к их повреждению.
Маятниковое движение плат, слегка изогнутых по дуге, уменьшает тепловое воздействие на плату, способствует удалению остатков флюса и излишков припоя. Однако при этом затрудняется крепление компонентов на плате, уровень припоя в ванне необходимо поддерживать с точностью ±1 мм.
Пайка протягиванием по поверхности припоя заключается в том, что плата укладывается в держатель, который под углом 5-10° опускается на поверхность припоя и протягивается определенное расстояние по зеркалу припоя. Впереди держателя имеется скребок, который очищает поверхность зеркала от оксидов припоя. При подъеме платы излишки припоя стекают в ванну. Поскольку спокойная ванна припоя имеет меньшую склонность к окислению, то состав и чистота припоя поддерживаются с хорошим постоянством. Скорость протягивания составляет 5-8 м/мин, время протягивания одной платы – до 10 с. Установки для пайки протягиванием легко встраиваются в обычный сборочный конвейер. Недостатками способа являются относительно большое время пайки и связанное с этим значительное тепловое воздействие на поверхность платы. Последний недостаток устраняется применением защитных масок.
Во избежание коробления плат при пайке погружением термочувствительных элементов применяют избирательную пайку, которая заключается в подаче припоя только в места пайки. Ванна с припоем закрыта специальным кондуктором, в котором имеются отверстия, точно соответствующие числу и расположению зон пайки. Подача припоя осуществляется с помощью поршня, который выдавливает его через отверстия кондуктора в места пайки. Недостатком метода является трудность перестройки на другой типоразмер плат.
Пайку погружением в нагретую жидкость, например жидкий теплоноситель ОЖ-1 на основе лапрола Л2502-ОЖ при температуре 260°С или глицерин при температуре 240°С, используют главным образом для оплавления гальванического покрытия олово – свинец на печатных платах с целью улучшения их паяемости.








