 2015-05-18
2015-05-18 1270
1270При изготовлении ювелирных изделий сложной конфигурации с особо тонкими элементами используют эластичные пресс-формы из специальной вулканизированной резины. Для этого заготовки из сырой модельной резины укладывают в металлическую обойму. Мастер-модель, внутренние полости которой заполнены кусками сырой резины,
помещают на подготовленный слой. Остальные резиновые заготовки укладывают поверх модели. Затем в обойму вставляют пуансон. Обойму помещают в вулканизационный пресс.
Вулканизация происходит при температуре 150—160° С в течение 30—45 мин. Температура поддерживается в установленных пределах автоматически.
Настольный малогабаритный вулканизационный пресс Д159 (рис. 8.1) состоит из двух нагревательных плит, траверсы, закрепленной на двух колонках, винтовой пары с маховиком, системы терморегулирования.
Технические характеристики пресса Д159
Номинальное усилие прижатия крышек пресс-форм, кН
(не менее)............................ 5
Размер нагревательных плит, мм............... 110x140
Максимальное расстояние между плитами, мм....... 70
Максимальная температура нагрева плит, ° С........ 175
Погрешность регулирования температуры, ° С....... ±5
Напряжение питающей сети, В................ 220
Потребляемая мощность, кВт (не более)........... 0,8
Время вулканизации, мин................... 30—45
Масса пресса, кг (не более).................. 22
Кроме пресса Д159 СКТБ-6 разработан вулканизационный пресс ПВ-1 с размерами нагревательных плит 142x172 мм.
После охлаждения в воде резиновую пресс-форму с запечатанной в ней мастер-моделью разрезают, формируя сложный рельеф разъема, чтобы при получении восковых моделей исключить смещение половинок относительно друг друга. В некоторых случаях вырезают дополнительные вкладыши, которые облегчают извлечение восковок. Для улучшения заполнения тонких сечений в полости пресс-форм делают надрезы-выпоры.
Резина, используемая для изготовления пресс-форм, должна не вызывать коррозию мастер-модели, не прилипать к модельному составу и обладать высокими физико-механическими свойствами (эластичностью, упругостью и др.).
Этим требованиям отвечают материалы на основе полярных каучу-ков и смеси каучука СКИ-3, обладающего высокой эластичностью, с полярным бутадиен-нитрильным каучуком.
Резины для изготовления пресс-форм кроме каучуков включают наполнитель (диоксид кремния, титановые белила, сажа и др.), пластификатор (парафиновые и нефтяные масла), вулканизирующий агент.
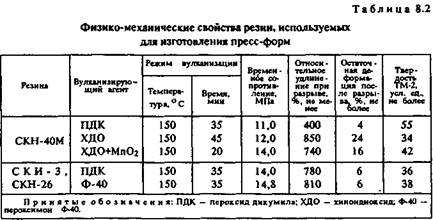
В качестве вулканизирующего агента могут использоваться перок-сиды органических соединений (табл. 8.2).
Резины на основе каучука СКН-40М имеют достаточно высокие эластичность и упругость, но отличаются высокой твердостью. Они обеспечивают высокое качество поверхности изделий, почти не прилипают к модельному составу и могут применяться при изготовлении массивных изделий. Резины на основе смеси каучука СКИ-3 и бутади-ен-нитрильного каучука не уступают по физико-механическим свойствам импортной резине «Gold label».
Для изготовления мелкой пластики и сувенирно-подарочных изделий можно использовать резиновую невулканизированную смесь ЛПО «Красный треугольник», которая обладает следующими свойствами:
Условная прочность при разрыве, МПа, не менее......... 12
Относительное удлинение при разрыве, %, не менее....... 750
Остаточная деформация после разрыва, %, не более....... 20
Твердость ТМ-2, усл. ед., не более.................. 42
Эти свойства обеспечиваются при следующем режиме вулканизации: температура 150± 5°С, время 45±5 мин, давление 10 МПа.
При изготовлении ювелирных изделий сравнительно простой конфигурации и сувенирно-подарочных изделий также широко используются пресс-формы из виксинта — резинового герметика. При этом наилучшие показатели достигнуты в случае применения силок-санового герметика виксинт У-1-18, который проявляет следующие свойства:
Живучесть, ч............................ 0,5—6,0
Условная прочность при разрыве, МПа, не менее....... 2,1
Относительное удлинение при разрыве, %, не менее..... 160
Твердость по Шору, усл. ед..................... 50—60
Для изготовления виксинтовых пресс-форм используют пасту У-1 и катализатор № 18. Пасту тщательно перемешивают с катализатором и кистью наносят на металлическую мастер-модель. На 100 массовых частей пасты У-1 необходимо взять 0,4 массовых части катализатора № 18. Продолжительность вулканизации составляет 72 ч при температуре 25° С.
После вулканизации первого слоя его накрывают марлевой прокладкой для упрочнения стенок пресс-формы и наносят следующий слой. Число слоев зависит от конфигурации мастер-модели и подбирается опытным путем.








