 2015-05-18
2015-05-18 1483
1483В ювелирной промышленности модели изготовляют под давлением, что позволяет четко воспроизвести в моделях все тончайшие элементы миниатюрных художественных произведений. Жидкий модельный состав запрессовывают на специальных инжекторных установках.
На промышленных установках температура модельного состава регулируется автоматически. Она колеблется в пределах 60—70 ° С, давление воздуха в инжекторе изменяется в широких пределах (0,5—8) • 10 Па. Перед запрессовкой пресс-форму тщательно очищают, смазывают разделительными жидкостями (силиконовым или эвкалиптовым маслом, смесью, состоящей из 1 части воды и 1 части глицирина) или припыли-вают тальком.
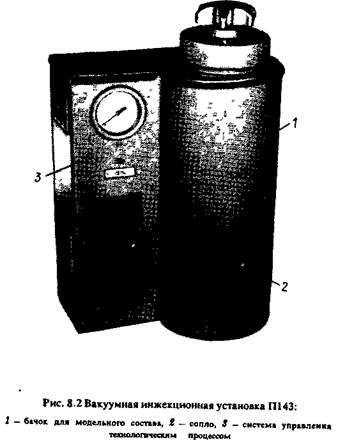
На рис. 8.2 показана малогабаритная вакуумная инжекционная установка П143.
Технические характеристики установки П143
Вместимость бачка, л......................... 1
Максимальная температура нагрева модельного состава, ° С... 100
Время расплавления модельного состава, застывшего в бачке, мин 45
Напряжение питающей сети, В.................. 220
Потребляемая мощность, кВт..................... 0,5
Производительность, число циклов в мин.............. 30
Масса установки (без модельного состава), кг........... 5
На установке П143 можно вакуумировать полость пресс-формы, чтобы обеспечить оптимальное заполнение полости модельным составом. Для этого установка оборудована вакуумным блоком П145, с помощью которого в пресс-форме можно создать разрежение 1333 Па.
В СКТБ-6, кроме того, разработана промышленная инжекционная установка Т07 с бачком вместимостью 3 л.
Перед заливкой резиновой пресс-формы ее сжимают металлическими пластинами и подводят литниковый канал к носику сопла инжектора Инжектор устроен так, что при нажатии на сопло модельный состав вытекает из него и заполняет пресс-форму. После охлаждения на воздухе до температуры приблизительно 30—40° С модель аккуратно извлекают из пресс-формы. При длительной работе резиновая пресс-форма нагревается, и ее необходимо переодически охлаждать в холодильнике, так как в местах утолщений могут появиться усадочные раковины.
На автоматизированных установках все операции происходят без участия оператора. Так, на установке СХКТБ ПО «Ювелирпроц» (Киев) транспортировка пресс-форм к инжектору, впрыскивание модельного состава и транспортировка пресс-форм на охлаждение осуществляются автоматически.
Технические характеристики установки
Производительность, число циклов в мин........ 17
Вместимость бачка, л.................... 4—5
Рабочее давление в бачке, Па............... (0,2—1,0)-10
Погрешность регулирования температуры, ° С..... ±2
Важной операцией является технический контроль качества восковых моделей. Разного рода дефекты проще исправить на модели, чем на металлической отливке. При наличии грубых дефектов модель отбраковывают.
Модельные блоки в ювелирном прозводстве изготавливают практически так же, как и при точном литье в машиностроении. Модели припаивают к стоякам под определенным утлом, создающим необходимые условия для качественного заполнения формы металлом. Литни-ково-питающая система конструируется таким образом, чтобы обеспечить не только заполнение формы, но и питание отливок при затвердевании. Литниковая чаша и стояк должны быть заполнены жидким металлом до окончания затвердевания отливок.
Практика показывает, что для качественного заполнения формы металлом площади поперечного сечения стояка и литников должны соотноситься, как 1:(2-ь4).
8.5. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ
В ювелирной промышленности литейные формы изготавливают из огнеупорных смесей, основными компонентами которых являются гипс и динас.
Гипс является связующим материалом. Высокопрочный гипс (а-полутидрат) образуется при гидротермальной обработке гипсового камня (см. гл. 3).
После смешения порошкообразного гипса с водой и образования камневидного тела прочность гипса достигает максимума при высушивании. Замедление схватывания гипса достигается введением 1—2% гашеной извести или 1—1,5% борной кислоты.
Динасовый порошок получают помолом динасовых > кирпичей сортов ЭД (электродинас) или БДЮ. Электродинас должен содержать не менее 96% SiC>2 и не более 4% CaO, A12O3 и соединений < железа.
В отечественной промышленности широкое применение получила, формовочная смесь «Ювелирная», разработанная ВНИИювелирпромом, и включающая 80—88% динасового порошка и 20—12% гипса. На 1 кг" этой сухой смеси берут 380 мл воды подкисленной ортофосфорной кислотой (до 5 мл на 1 л воды). Смесь имеет следующие характеристики:
Текучесть по Суттарду, мм...................... 140
Время затвердевания, мин (начало/конец)............ 14/24
Осыпаемость, %............................ 0,27
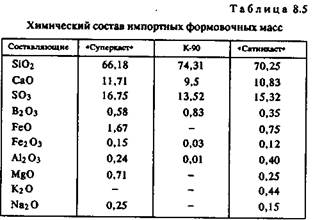
Импортные формовочные смеси (табл. 8.5) отличаются от отечественных высокой химической чистотой составляющих их компонентов. В этих смесях используют кристобалитсодержащее сырье месторождения Сан-Кристобаль (Мексика) или искусственный продукт обжига аморфного кремнезема. Они содержат 70—75% смеси 0-кристобалита и /J-кварца и 25—30% высокопрочного а-гипса Са5О«• O.SHjO. Размер зерна порошков кристобалита и гипса не превышает 100 мкм. Достоинством импортных смесей является высокая технологичность, высокая формуемость и выбиваемосгъ и низкая адгезия, недостатком — высокое содержание гипса, имеющего склонность к разложению при 650 "С и выше.
Смесь К-90 содержит 25% гипса, 35% кварца, 40% кристобалита. В качестве упрочняющих добавок используется бура или борная кислота, асбест, силикат натрия.
Формовочная смесь «Инвестрайт», включающая а-кварц, а-кристо-балит и полуводный гипс (77% SiOj, 20% CaSCU, 3% примесей), обладает следующими характеристиками:
Расход воды на затворение 1 кг смеси, см........... 380—400
Гарантируемое время жидкотекучести смеси от момента введения воды, мин, не менее................... 8—9
Начало схватывания смеси, мин................ 14—20
Прочность на сжатие, МПа:
после двухчасовой выдержки............... 2,0
после прокаливания..................... 1,1
Максимально допустимая температура заливаемого металла, °С............................... 1157
Размер гранул, мм........................ 0,02—0,09
Первым этапом изготовления литейной формы является получение суспензии. Для этого порошок формовочной смеси смешивают с дистиллированной водой в соотношении 0,32—0,42 л воды на 1 кг смеси.
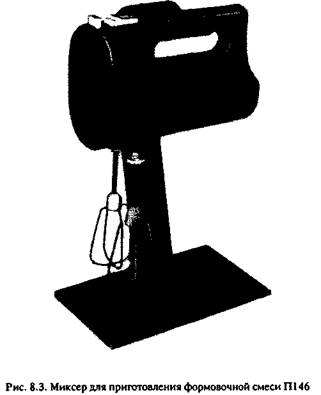
Чтобы получить однородный состав и удалить воздушные пузырьки, смесь перемешивают ручным миксером (рис. 8.3), а затем вакуумируют в течение 3—4 мин. Технологические добавки кремнистого натрия и борной кислоты, вводимые в сухой порошок, способствуют удалению воздуха из массы, а подкисливание воды ортофосфорной кислотой повышает жидкотекучесть суспензии.
На втором этапе полученную однородную смесь заливают в опоки, установленные на вибростоле. Заливка производится плавно, чтобы избежать разрушения моделей. Заполненные опоки накрывают колпаком, создают вакуум и вибрацию. Остаточное давление составляет не более 1400 Па, продолжительность вибровакуумирования — 3—4 мин. За это время пузырьки воздуха, адсорбированные на поверхности восковых моделей, поднимаются вверх.
На рис. 8.4 изображена малогабаритная вибровакуумная установка П142.

Технические характеристики установки П142
Производительность, опок/ч................... 6—12
Потребляемая мощность, кВт................... 0,4
Напряжение питающей сети, В................. 220
Частота колебаний, мин"1.................... 50 ± 5
Амплитуда колебаний, мм, не более............... 0,8
Размеры вакуумной камеры, мм:
диаметр............................. по
высота.............................. 190
Масса установки, кг........................ 20
Промышленная вибровакуумная установка П100 обеспечивает производительность 20 опок/ч. Диаметр вакуумной камеры этой установки составляет 324 мм, высота — 245 мм.
Затвердевание смеси заканчивается через 40—60 мин в опоках диаметром 75 мм и высотой до 140 мм. Затвердевание смеси в опоках больших размеров продолжается до 3 ч.
Модельный состав вытапливают или паром в бочках, или в специальных электрических шкафах. В шкаф, предварительно нагретый до 150° С, устанавливают опоки на колосниковый поддон литниковыми чашами вниз. Выплавленный модельный состав стекает в поддон. До 50% модельного состава впитывается в форму и затем выгорает при прокаливании в печах.
При вытапливании паром качество воска ухудшается, что затрудняет его повторное использование для изготовления моделей.
Прокаливание опок осуществляется в электрических печах. Режим прокаливания обусловлен превращениями, которые происходят в кварце при различных температурах (см. рис. 3 2).
В АО «Русские самоцветы» разработан следующий режим прокаливания гипсодинасовых керамических форм:
Температура, ° С Продолжительность, ч
20—150 1
150 2
150—300 1
300 1
300—480 2
4SO 1
480—750 1
750 1,5
Охлаждение формы до 600 ° С вместе с печью
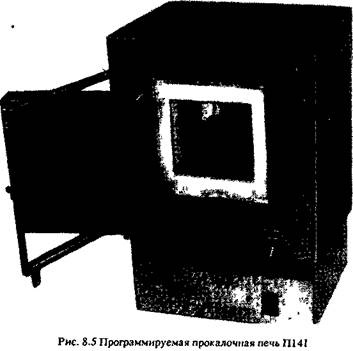
В СКТБ-6 созданы печи для прокаливания опок, в которых, кроме того, вытапливается модельный состав из опок (рис. 8.5).
Технические характеристики малогабаритной программируемой прокалочной печи П141
Максимальная температура вытапливания модельного состава, ° С 100 Максимальная температура прокаливания опок, ° С........ 1000
Скорость разогрева до номинальной температуры, ° С/ч...... 200
Напряжение питающей сети, В.................... 220
Размеры рабочего пространства, мм:
длина................................. 250
ширина.............................. 250
высота................................ 250
Масса печи, кг.............................. 70
8.6 ПЛАВКА И ЗАЛИВКА МЕТАЛЛА
Плавку и заливку металла осуществляют, как правило, при помощи специализированных плавильно-заливочных агрегатов, в большинстве
случаев оборудованных центробежным столом и индукционными печами или печами электрического сопротивления.
Одним из наиболее удачных агрегатов для плавки и центробежной заливки металла является установка П51 (рис. 8.6).
Установка представляет собой металлическую конструкцию — основание, на котором смонтированы центробежный и два плавильных агрегата.
Плавильный агрегат — это печь сопротивления, которая состоит из графитового тигля, установленного между двумя массивными графитовыми электроконтактами. Внутри графитового тигля размещается керамический тигель, в котором плавят металл.
После того как металл расплавился и нагрелся до нужной температуры, на плавильный агрегат устанавливают опоку, предварительно нагретую в прокалочной печи. Опоку закрывают специальным кожухом. При включении центробежного стола вся система «опока-плавильный тигель» поворачивается на 90°. Во время вращения происходит заливка металла.
Технические характеристики установки П51 Масса шихты (по золоту), кг................. 1,5
Максимальная температура нагрева, ° С.......... 1200
Потребляемая мощность, кВт................. 2,8
Вместимость сменных тиглей, см3.............. 25, 40, 75
Скорость вращения тигля, мин""1.............. 220
Напряжение питающей сети, В................ 380
Размеры установки, мм, не более:
длина............................ 1225
ширина........................... 1225
высота............................ 1400
Масса установки, кг, не более................. 320
В СКТБ-6, кроме того, сконструирована малогабаритная плавильная установка с центробежным приводом Д161 (рис. 8.7).
Технические характеристики установки &161 Масса шихты (по золоту), кг...................... 0,5
Максимальная температура нагрева, ° С............... 1300
Потребляемая мощность, кВт..................... 1,0
Вместимость тигля, см3......................... 25
Скорость вращения тигля, мин................... 240
Напряжение питающей сети, В.................... 220
Размеры установки с ограждением и тумбой, мм:
длина................................. 750
ширина................................ 750
высота................................ 1420
Масса установки с ограждением и тумбой, кг............ 100
За рубежом широко применяется индукционная плавка.
В высокочастотной установке «Модулар 80/вак» (Италия) плавка проводится в графитовых тиглях. Средняя продолжительность плавки 400 г шихты — 10 мин.
Различные установки для индукционной плавки выпускает германская фирма «Линн электроник».
Технические характеристики установки «Пластикат 600/150»
Мощность, кВт.............................. 6
Частота тока, МГц............................ 1,3
Размеры опок, мм, не более:
диаметр............................... 120
высота................................ 180
Масса шихты, г, не более:
нейзильбер............................. 1000
бронза................................ 1000
желтое золото............................ 1200
Установка снабжена погружной термопарой, что позволяет с большой точностью регулировать температуру металла.
Созданы, кроме того, установки, в которых принудительное заполнение литейной формы происходит за счет перепада давления в плавильной и заливочной камерах.
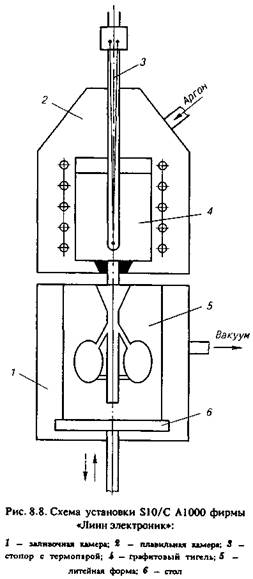
На рис. 8.8 представлена схема индукционной установки S10/C А1000 фирмы «Линн электроника для плавки меди.
Технические характеристики установки S10/C А1000 Мощность, кВт............................. 15
Максимальная температура'нагрева металла, ° С.......... J300
Размеры опок, мм:
диаметр............................... 350
высота (не более).......................... 500
Масса шихты, кг............................. 5
При достижении заданной температуры металла в заливочной камере создается разрежение (0,4—0,6)-10 Па, стопор автоматически поднимается и металл за счет перепада давления заполняет литейную форму.-
8.7. ЛИТЬЕ МЕЛКИХ ИЗДЕЛИИ
ИЗ ЛЕГКОПЛАВКИХ
СПЛАВОВ
Одной из разновидностей художественного литья является литье бижутерии, фурнитуры, брелков, сувениров, мелких статуэток из легкоплавких сплавов на основе свинца, олова, цинка. По некоторым параметрам этот вид литья приближается к ювелирному. В качестве материала литейной формы широко используется вулканизированная резина. Основным способом заливки металла является центробежный.
В СКТБ-6 АО «Русские самоцветы» создана полуавтоматическая установка П118, предназначенная для изготовления подобных отливок. На рис. 8.9 представлена ее схема. В этой установке размещена печь сопротивления с нихромовыми нагревателями. Плавка металла и поддержание заданной температуры
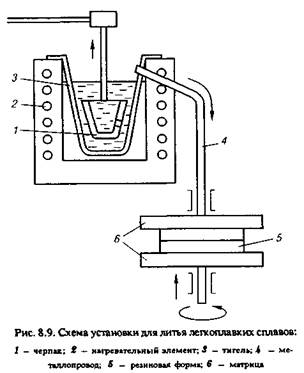
расплава в пределах 200—600"С осуществляются автоматически. В печи установлен тигель сравнительно большой вместимости — 6,4 л. Резиновую форму размещают между двумя матрицами и прижимают специальным пневмоцилиндром. Заполнение литейной формы металлом происходит под действием центробежных сил.
Перед разливкой металла в тигель с расплавом опускается так называемый черпак — сосуд, имеющий в нижней части сбоку отверстие. Для заливки формы черпак поднимается из ванны вверх. Когда его отверстие совместится с отверстием металлопровода, жидкий металл начинает поступать в литейную форму, которая к этому времени вращается с заданной скоростью. Количество поступающего металла определяется временем выдержки черпака в верхнем положении.
Технические характеристики установки П118 Производительность, заливок/ч............... До 10
Температура нагрева сплава, ° С............... до 600
Вместимость тигля, см.................... 6400
Частота вращения центробежного устройства, мин... 240 Напряжение питающей сети, В............... 220
Управление работой печи осуществляется и в автоматическом, и в ручном режиме.
Глава 9 СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
Так сложилось, что способы литья обычно подразделяют на литье в песчаные формы и все прочие — так называемые специальные виды литья.
В настоящем учебнике принято несколько иное деление. К с п е-циальным видам литья авторы отнесли технологии, малоперспективные, на их взгляд, для изготовления художественных отливок. Технолог-литейщик, специализирующийся в области прикладного искусства, должен иметь представление и об этих технологиях, поскольку нельзя исключить возможность того, что, при определенных условиях, и они найдут применение для изготовления художественных отливок.

