 2015-05-20
2015-05-20 900
900Технологический процесс ионно-лучевой обработки поверхностей деталей рассмотрим на примере ионного азотирования. Процесс включает следующие операции:
· комплектование. На столе оператора производится комплектование подлежащих обработке деталей одного типоразмера;
· очистка. Поверхность детали протирается белой бязью, смоченной в нефрасе до удаления загрязнний;
· протирка. С поверхности детали удаляются остатки нефраса: сначала белой бязью, пропитанной спиртом, а затем сухой бязью;
· контрольная. Производится осмотр поверхности на отсутствие жировых пятен, ворсинок ткани. Подготовленные к ионно-лучевой обработке детали необходимо выдержать с силикагелем до 12 ч.;
· загрузка. Детали устанавливаются на оснастку в вакуумной камере установки УВН-70-2А. Из камеры откачивается воздух. Включается привод вращения;
· ионно-лучевая обработка.
1. Производится ионная чистка поверхности деталей. Ускоряющее напряжение на ионном источнике 3000 В. Плотность ионного тока 2 мА/см2, время - 5 мин.
2. Проводится ионно-лучевая обработка деталей. Ускоряющее напряжение на ионном источнике 3000 В. Плотность ионного тока 2 мА/см2. Температура обработки 400ºС. Время обработки 90 мин.
3. Отключается напряжение на ионном источнике.
4. Останавливается подача азота в камеру.
5. Проводится заполнение камеры воздухом, охлаждение и извлечение оснастки из камеры и деталей из оснастки;
· контрольная.
1. На столе оператора производится визуальный осмотр каждой детали.
2. Контролируется микротвердость на образце-свидетеле.
· транспортная. Готовые детали передаются на склад.
Перед проведением ионной имплантации деталь должна пройти предварительную подготовку. Накопленный опыт работы по подготовке поверхностей деталей позволяет рекомендовать следующие основные операции: механическую очистку от крупных слоев смазки или консерванта, а также очистку в ультразвуковой ванне и специально приготовленном растворе; отмывку в горячей воде; промывку проточной водой и этиловым спиртом. При необходимости вводится дополнительная операция снятия ржавчины. Деталь помещают в тару с раствором для удаления ржавчины, после которой повторяются перечисленные операции промывки. Затем деталь высушивается в сушильном шкафу. Учитывая многообразие деталей, для некоторых их видов в технологию подготовки и очистки поверхностей могут вноситься уточнения и дополнения, которые не отменяют приведенных технологических операций [11].
Общий вид модернизированной установки УВН-70-2А для проведения ионно-лучевой обработки азотом приведен на рис. 3.8.
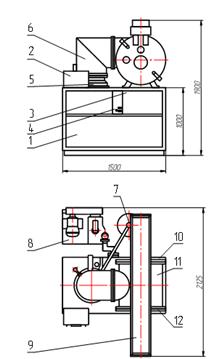
Рис. 3.8 –– Общий вид установки УВН-70-2А:
1 – панель включения питания установки; 2 – вакуумметр ВМБ-8; 3 – блок управления вакуумной системой; 4 – корпус; 5 – ловушка азотная; 6 – затвор высоковакуумный; 7 – питатель азотный; 8 – механический вакуумный насос НВ3-20; 9 – направляющая;10 – крышка; 11 – камера; 12 – крышка.








