 2015-05-10
2015-05-10 3456
3456Станок модели 2Е78П (рис. 12.1) служит для тонкой расточки гильз цилиндров автотракторных двигателей в стационарных условиях.
Основные технические данные станка 2Е78П:
Диаметр расточки, мм — 28—200;
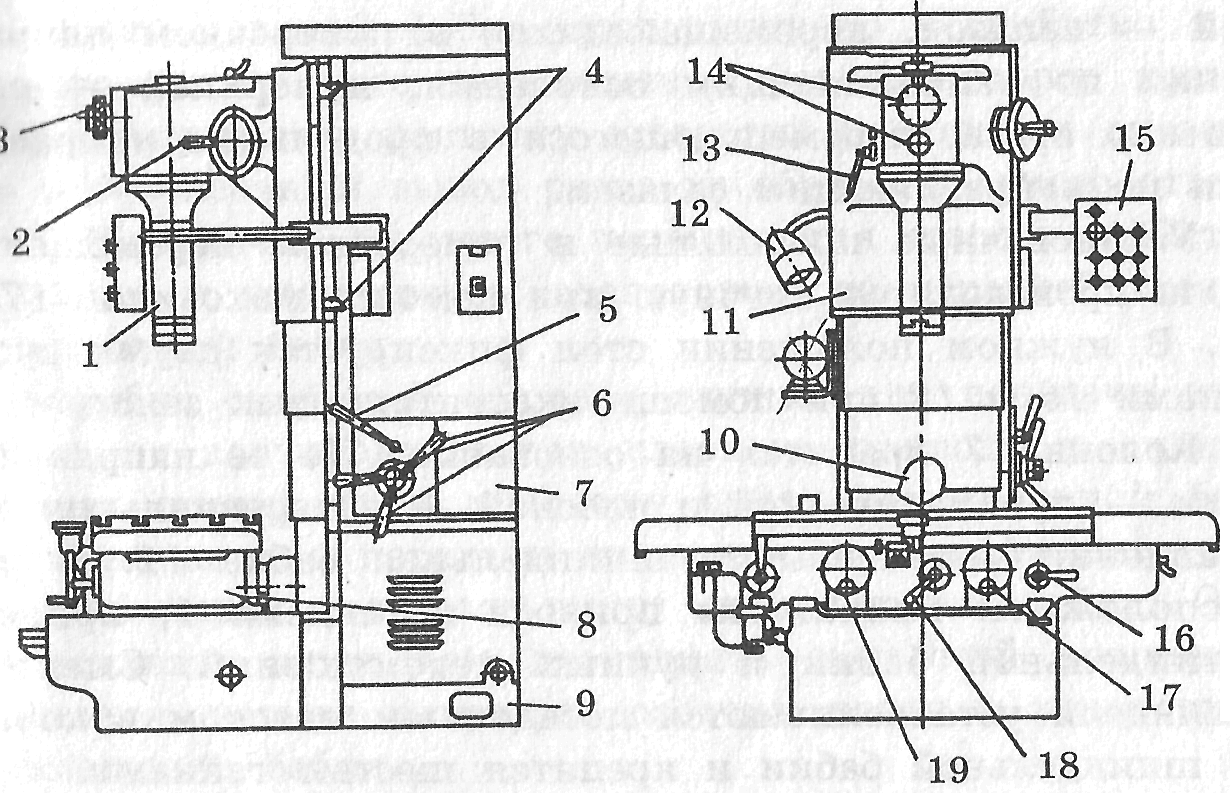
Рис. 12.1. Общий вид станка модели 2Е78П и органы управления:
/ — шпиндель; 2 — маховик перемещения шпиндельной бабки вручную; 3 — лимб радиальной подачи резца; 4 — упоры автоматического выключения движения шпиндельной бабки; 5 — рукоятка переключения подач; 6 — рукоятки переключения скоростей шпинделя;
7 — колонна; 8 — стол; 9 — основание; 10 — коробка скоростей и подач; 11 — шпиндельная бабка; 12 — электроосвещение станка; 13 — рукоятка для отключения шпинделя от кинематической цепи; 14 — индикатор; 15 — панель пульта управления; 16 — рукоятка
для закрепления стола от поперечного перемещения; 17 — маховик
перемещений стола вручную в поперечном направлении;
18 — рукоятка для закрепления стола от продольного перемещения;
19 — маховик перемещения стола вручную в продольном направлении
Наибольший ход шпиндельной бабки, мм — 500;
Частота вращения шпинделя, мин-1 — 26—1200;
Подача, мм/об — 0,025; 0,05; 0,100; 0,200.
Основные узлы станка: основание, колонна, стол, шпиндель, шпиндельная бабка, коробка скоростей и подач, пульт управления.
Основание 9 является базовой деталью, на которой устанавливаются все остальные узлы станка. Внутри основания располагаются электродвигатели главного движения и быстрых ходов шпиндельной бабки и стола.
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станке осуществляется при помощи стола 5, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основания, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок.
Установочные продольные и поперечные перемещения стола производятся вручную при помощи маховиков 17 и 19. В нужном положении стол фиксируется двумя рукоятками 16 и 18 при помощи эксцентриковых зажимов.
Колонна 7 крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка 11. В ней расположены механизмы привода шпинделя 1, привода шпиндельной бабки и ручных перемещений. Сменные шпиндели устанавливаются посадочным пояском в корпусе шпиндельной бабки и крепятся шестью гайками.
В нижней части колонны располагается установленная на основании коробка скоростей и подач 10. Управление коробкой, состоящее из рукоятки 5 переключения подач и трех рукояток 6 переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя 4, ограничивающих перемещение шпиндельной бабки вверх и вниз.
Привод шпинделя осуществляется через клиноременную передачу. Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Включение кулачковой муфты осуществляется вручную рукояткой 13, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком 2. При вращении маховика червяк вращает гайку-шестерню, осуществляя перемещение шпиндельной бабки.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров и безрисочный вывод резца из обрабатываемого отверстия. Маховичок 3 ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Коробка скоростей и подач служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки. Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя, четыре величины рабочих подач и ускоренное перемещение бабки.
Управление станком осуществляется с помощью панели пульта 15. Расположение органов управления на панели пульта приведено на рис. 12.2.
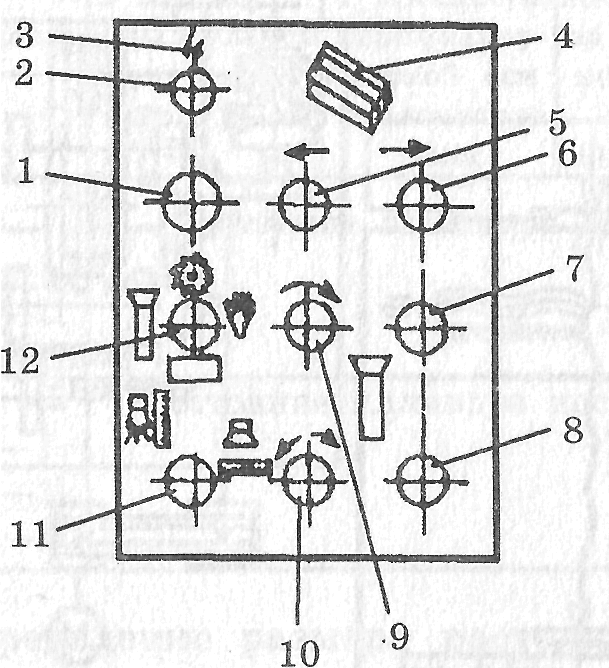
Рис. 12.2. Расположение органов управления на панели пульта:
1 — кнопка «Стоп» — останов станка; 2 — лампа «Сеть»; 3 — символ «Напряжение»; 4 — символ «Стол»; 5 — кнопка «Стол влево»; 6 — кнопка «Стол вправо»; 7 — кнопка «Шпиндель вверх» — быстрый ход шпиндельной бабки вверх; 8 — кнопка «Шпиндель вниз» — быстрый ход шпиндельной бабки вниз; 9— кнопка «Вращение шпинделя»; 10 — кнопка «Проворот шпинделя»; 11 — переключатель «Освещение отсчетных линеек микроскопа»; 12 — переключатель «Шпиндель фрезерование, наладка, цикл»
Кинематическая схема станка приведена на рис. 12.3. Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
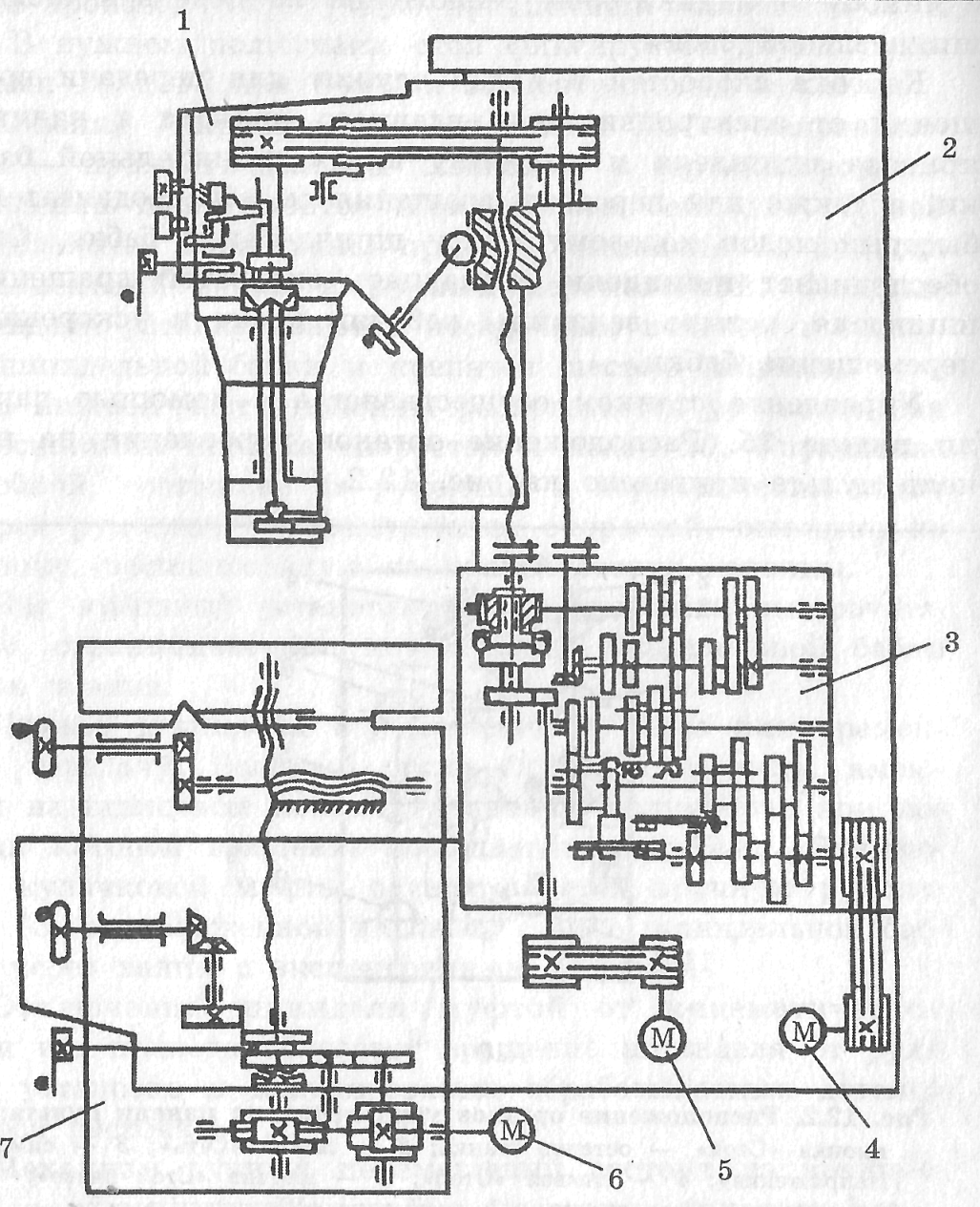
Рис. 12.3. Кинематическая схема станка модели 2Е78П:
1 — шпиндельная бабка; 2 — колонна; 3 — коробка скоростей и подач; 4 — электродвигатель главного движения; 5 — электродвигатель быстрых ходов шпиндельной бабки; 6 — электродвигатель быстрых ходов стола; 7 — стол

