 2015-05-12
2015-05-12 677
677Разработка маршрута технологического процесса начинается с вычерчивания эскиза детали. Деталь разбивается на элементарные поверхности и каждой элементарной поверхности присваивается цифровой индекс (см. рисунок 1). Для каждой поверхности определяется способ обработки с учетом экономической точности. Данные по экономической точности различных методов механической обработки помещены в литературе [9]. Одновременно определяется необходимое количество технологических переходов для получения заданного качества каждой элементарной поверхности. Результаты заносятся в таблицу 3.1.
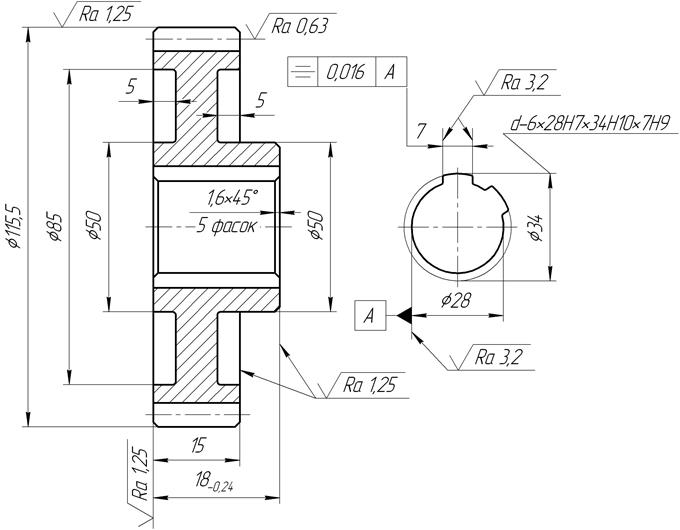
Рисунок 1 – Разбивка детали на элементарные поверхности
Из переходов для обработки элементарных поверхностей комплектуются операции. На этом этапе уточняется последовательность операций, определяются операции термообработки, очистки, контроля и др. и составляется список операций в последовательности их выполнения - маршрут обработки.
При разработке маршрутного техпроцесса необходимо шире использовать техпроцессы для типовых деталей с целью экономии труда, времени и унификации технологических решений. Техпроцесс обработки типовых деталей приведен в литературе [11, 12].
Таблица 3.1 - Виды обработки поверхностей детали
| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| Отрезать заготовку | Абразивно-отрезной 8В262 | Тиски | |
| Кузнечная | |||
| Термическая обработка | |||
| Подрезать торцы 50/28H7; 115,5h/ 50. Точить поверхность 115,5h11 предварительно. Расточить сквозное отверстие 28H7 предварительно. Точить выточки 85/50 окончательно. Расточить фаски | Токарный с ЧПУ 1П756ДФЗ | Трехкулачковый патрон | |
| Точить поверхность 115,5h11 предварительно. Подрезать торец 115,5h11/28H7 предварительно. Точить и расточить фаски. Точить выточку 85/50 окончательно | То же | То же | |
| Протянуть шестишлицевое отверстие 6´28H7´34H10´7Н9 | Горозонтально-протяжной 7512 | Жёсткая опора | |
| Подрезать торцы 115,5h11/28H7 и 50/28H7 предварительно под шлифование, торец 115,5h11/50 окончательно. Точить фаски окончательно | Токарный с ЧПУ 16К20ФЗ | Центровая оправка | |
Фрезеровать 64 зуба ( ) предварительно под шлифование ) предварительно под шлифование
| Зубофрезерный 53А20В | Приспособление | |
| Зачистить заусенцы на торцах зубьев | Полуавтомат для снятия фасок 5Б525 | Оправка | |
| Промыть деталь | Моечная машина | ||
| Термическая обработка | |||
| Калибровать шестишлицевое отверстие 6´28H7´34H10´7Н9 | Пресс | Подставка | |
| Шлифовать поверхность 115,5h11 и торец 115,5h11/050 окончательно | Крутлошлифовальный ЗТ153 | Оправка | |
| Шлифовать отверстие 28H7 и торец 115,5/28H7 окончательно | Внутришлифовальный ЗА227АФ2 | Приспособление | |
| Шлифовать торец 50/028H7 окончательно | Плоскошлифовальный ЗБ740ВФ2 | Магнитный стол |
Продолжение таблицы 3.1
| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| Шлифовать 64 зуба предварительно
| Зубошлифовальный 5В833 | Оправка | |
| Шлифовать 64 зуба () окончательно
| То же | » | |
| Промыть деталь | Моечная машина | ||
| Технический контроль | |||
| Нанесение антикоррозионного покрытия |








