 2015-05-13
2015-05-13 3552
3552Образование замыкающих головок прессованием производится на стационарных прессах для групповой и одиночной клепки, а также переносными клепальными скобами.
Тип пресса выбирают с учетом формы и габаритных размеров изделия, а также усилий, потребных на образование замыкающих головок.
При одиночной клепки применяют пресс КП-204М (рис.136).
Выполнение соединения заключается в:
- установке соединяемых деталей в зоне пресса,
- центрирование панели относительно клепальной головки,
- нажатия педали.
Воздух из сети поступает в рабочую полость цилиндра рабочей головки, давит на поршень, движения поршня передается штоку, последний формует замыкающую головку.
Прессовая клепка обеспечивает:
- большую производительность труда,
- стабильное качество, т.к. процесс клепки в меньшей степени зависит от квалификации рабочего,
- лучшее качество поверхности,
Рис. 135. Переходы при выполнении клепки:
1 – верхний плунжер пресса,
2 – замыкающая головка,
3 - прижим
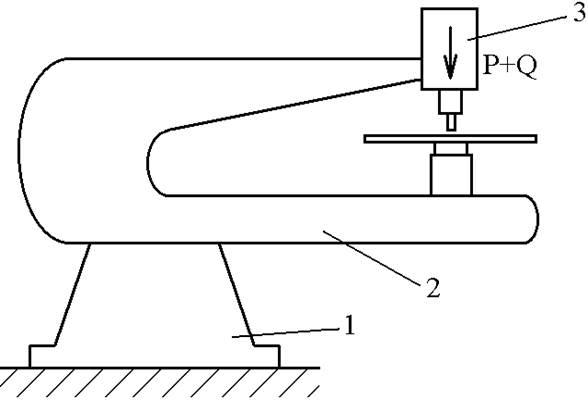
Рис. 136. Схема пресса одиночной клепки КП-204М:
1 - основание,
2 – скоба,
3 – рабочая головка,
4 - изделие
- улучшает условия труда и уменьшает вероятность появления травматизма.
Расчеты показывают, что стоимость прессовой одиночной клепки ниже ударной клепки пневматическими молотками на 20…25%, а групповой клепки в 3…4 раза.
При групповой клепке применяют прессы КП-602, КП-503М, КП-403М, КП-405М.
На прессе КП-602 можно клепать панели размером 15*2,8 м и в автоматическом режиме выполняются следующие переходы (рис.137):
- выравнивание панели перпендикулярно к оси клепальных головок,
- подвод верхнего и нижнего штампов, образование замыкающих головок заклепок и отвод верхнего и нижнего штампов,
- перемещение склепываемого изделия на шаг клепки.








