2015-05-13
2015-05-13 1774
1774Основными причинами, вызывающими профессиональные заболевания и несчастные случаи являются:
– вибрационные колебания пневматических клепальных молотков и поддержек,
– значительный шум пневматических дрелей и молотков,
– недостаточно жесткое крепление собираемых изделий,
– нарушение согласованности работы клепальщика и подручного.
При клепке пневмомолотками возникает производственный травматизм:
– глухота (глухари клепальщики, мосты, котлы),
– отбеливание рук, т. е. удаление крови или иногда это явление называют виброболезнью.
Обнаружилось это явление при переходе на заклепки диаметром 6, 8, 10 мм, а также стальные и титановые, что вызвало применение молотков весом 12 кг и более.
Для уменьшения вредного воздействия силы отдачи удара молотка на руки рабочих применяют виброгасящие устройства, которые частично гасят силу удара при клепке и уменьшают отдачу на руки рабочих.
Отбеливанию рук способствует и действие сжатого воздуха
для предупреждения чего применят пластинки, кожу, мытье рук теплой водой.
Для улучшения условий труда и устранения причин возникновения несчастных случаев ведутся большие работы в направлении дальнейшей механизации клепально-сборочных работ, а также замены ручных пневматических дрелей и молотков сверлильными станками и прессами и совершенствования пневматических инструментов (дрелей, молотков).
Особое внимание уделяется снижению вредных последствий вызываемых клепкой пневматическими молотками.
5. Автоматизация и механизация клепаных работ
Общее оперативное время процесса клепки представляет собой сумму оперативных времен входящих в него операций, т.е.
Т = Т + Т + Т + Т,
где: Т - полное оперативное время, затрачиваемое на выполнение заклепочного соединения,
Т, Т, Т, Т - оперативное время соответственно на сверление, зенкование, вставку заклепки и клепку замыкающей головки.
Увеличить производительность клепки возможно автоматизацией и механизацией отдельных операций. При этом необходимо иметь в виду, что механизация и повышение производительности по одной какой-либо операции незначительно сказывается во всем процессе клепки. Для определения путей повышения общей производительности пользуются графиком эффективности определения трудоемкости рассматриваемого вида работ (рис. 139).
Здесь - коэффициент общей производительности процесса клепки,
- коэффициент производительности рассматриваемого вида работ (операций).
Например,
где: Т - оперативное время на сверления отверстия до механизации,
Т - тоже после механизации,
- коэффициент, определяющий трудоемкость рассматриваемого вида работ (операций) как общей трудоемкости.
Например,
Рис. 139. Оценка эффективности рассматриваемой операции в общей трудоемкости процесса клепки
Наиболее полно автоматизация и механизация клепаных работ осуществляется на клепальных автоматах, одна из схем которых представлена на рис. 140.
После установки изделия на автомат и его включения производятся автоматически следующие операции:
- выравнивание изделия относительно инструмента,
- сжатие пакета,
- сверление и зенкование отверстий с отсосом стружки,
- вставка заклепки,
- сжатие пакета повторно,
- образование замыкающей головки,
- отвод инструмента в исходное положение,
- перемещение изделия на шаг клепки.
Далее процесс повторяется. При наличии одной головки автомат производит от 8 до 30 заклепок в мин.
Следует отметить, что уровень механизации клепально-сборочных работ во многом зависит от степени членения ЛА. При рациональном членении прессовая автоматическая клепка может быть доведена для постановки 70…80% всего количества заклепок.
Рис. 140. Схема клепального автомата:
1 – загрузочное устройство (бункер),
2 – клепальная головка,
3 – комплект сверлильно-клепального инструмента,
4 – щупы,
5 – выравнивающе-транспортирующее устройство,
6 – комплект инструмента для сжатия пакета и образования замыкающей головки,
7 - станина
6. Герметизация клепаных соединений
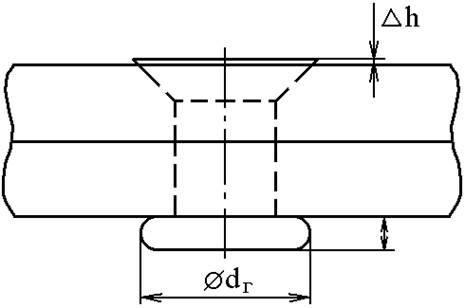
Утечка воздуха или топлива через заклепочный шов может происходить через зазоры между деталями, стенкой отверстия и стержнем заклепки, между поверхностью детали и закладной головкой заклепки (рис. 141).
Герметизация клепаных швов достигается:
- плотной подгонкой соединяемых деталей по поверхностям соприкосновения,
- равномерным заполнением отверстия стержнем заклепки,
- соблюдением требований, установленных нормалями к диаметрам отверстий под заклепки, углу развала зенковки и глубине зенкования гнезд под головки заклепок.
Для герметизации заклепочных швов применяют также специальные уплотнители. Герметизация заклепочных швов такими уплотнителями осуществляется одним из следующих способов (рис. 142):
- внутришовной герметизацией (рис. 142а),
- поверхностной герметизацией (рис. 142б),
- смешанной герметизацией (рис. 142в).
По средним данным трудоемкость внутришовной герметизации в 3…4 раза выше, чем поверхностной.
Смешанный способ герметизации имеет наибольщую трудоемкость и длительность по времени и применяется при изготовление емкостей, к которым предъявляют повышенные требования герметичности.
Герметики бывают:
а) жидкие – РА-6, ТГ – 18,
б) в виде ленты – теокол, У30 – Ш.
В) в виде пасты – РА -6, У30 – М.
К герметикам предъявляют специфическуие требования:
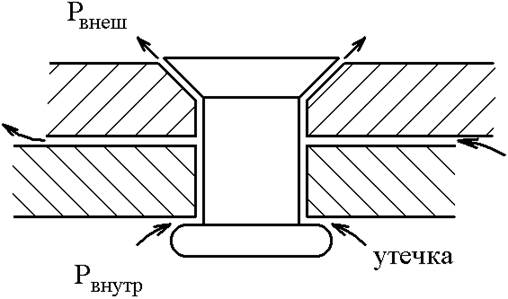
Рис. 141. Места утечки воздуха или топлива
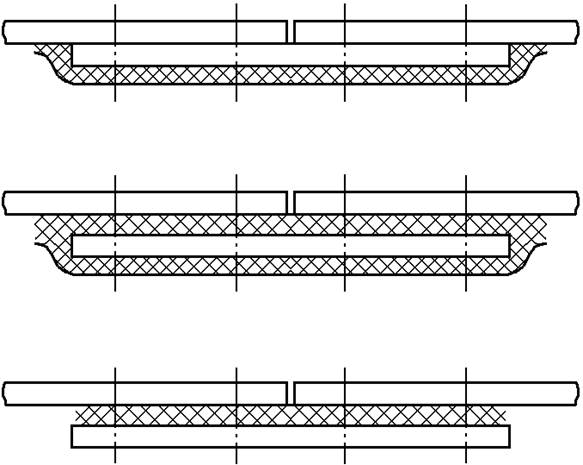
Рис. 142. Способы герметизации:
а) внутришовная герметизация,
б) поверхностная,
в) смешанная
- герметик должен обладать адгезионными свойствами к металлам,
- герметик должен выдерживать высокие и низкие температуры,
- он должен быть устойчив и не разлагаться, т.е. не вызывать эффектов отравления,
- герметик должен быть изготовлен из отечественных материалов. Например, одним из компонентов теоколовой ленты является каучук.
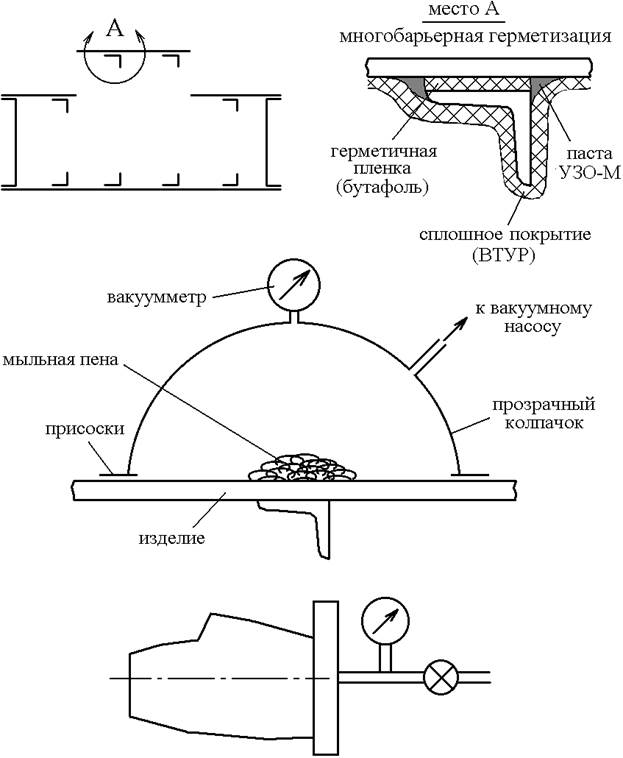
В качестве примера рассмотрения операций герметизации клепаных соединений, выберем кессон-бак для топлива (рис. 143).
При таком методе нанесение всех слоев герметика занимает 180 час., а суммарная выдержка на воздухе в процессе герметизации – 230 час., т.е. общий цикл герметизации кессон-бака длится 410 час.
Основными операциями процесса являются:
1) обезжиривание поверхностей (бензином, специальными смывками и т.п.),
2) нанесение герметика
а) жидкие наносят кистью, пульверизатором или поливом,
б) в виде пасты наносят шприцем, шпателем,
в) в виде лент укладывают вручную,
3) просушивание
- в обычных условиях цеха при температуре 20…25 С в течение
50 час.,
- продувкой горячего воздуха а течение 8…1- час.
4) контроль.
Рис. 143. Схема конструкции кессон-бака и многобарьерной герметизации
7. Контроль качества герметизации
Контроль качества герметизации заклепочных соединений бывает:
- пооперационный
- и общий по готовому изделию.
Контроль готового изделия осуществляется:
а) созданием вакуума на испытываемом участке шва (рис. 144),
б) нагнетанием сжатого воздуха внутрь изделия (рис. 145),
в) нагнетанием в контролируемое изделие сжатого воздуха в смеси с другими газами (например, аммиаком, фреоном и т.п.),
г) заливкой топлива (керосина) при испытании на герметичность топливных отсеков.
Рис. 144. Оценка герметизации отдельных участков методом вакуума
Рис. 145. Оценка герметизации нагнетанием сжатого воздуха
При контроле герметичности нагнетанием сжатого воздуха в смеси с другими газами клепальные швы проверяют щупом, а по шкале прибора наблюдают за утечкой.
Галоидный метод контроля обладает высокой чувствительностью. При испытании топливных отсеков керосином на испытываемые швы отсека снаружи наносят раствор мела в воде и затем просушивают. При испытании на меловой окраске в местах утечки образуются темные пятна. Иногда для контроля топливных отсеков применяют люминисцентный метод (керосин с фосфоресцирующими веществами) и по их свечению определяют место утечки.
В случае обнаружения утечек производят дополнительную герметизацию, устанавливая заклепки большего диаметра или наносят дополнительный слой герметика.