 2015-05-13
2015-05-13 2189
2189Горячая объемная штамповка – один из видов ОМД, при котором необходимая форма и размеры нагретой заготовки придаются в трех измерениях при помощи штампа, имеющего полости, называемые ручьями.
При смыкании частей штампа образуется объемная полость, форма и размеры которой представляют собой точную копию поковки.
Горячей штамповкой изготавливают поковки массой 0,25…400 кг.
Горячая штамповка является рентабельной в крупносерийном и массовом производстве.
Механические свойства горячештампованных деталей более высокие, чем у литых или полученных только резанием из проката.Это наиболее производительный и дешевый процесс ОМД.
Благодаря приближению формы штамповки к форме готовой детали уменьшаются отходы в стружку и расходы на электроэнергию на механообработку.
Стоимость деталей изготовленных из штамповок в 2…2,5 раза ниже чем изготовленных только резанием.


Существуют два вида штамповки:и
1. Штамповка в открытых штампах (облойная штамповка);
2. Штамповка в закрытых штампах (безоблойная).
При штамповке в открытых штампах, штамп в процессе деформирования остается открытым и зазор Δ между подвижной и неподвижной частями штампа изменяется от максимального значения, когда верхняя половинка штампа соприкоснулась с заготовкой, до Δ = 0, когда штамповка закончилась и верхняя часть соприкоснулась с нижней.
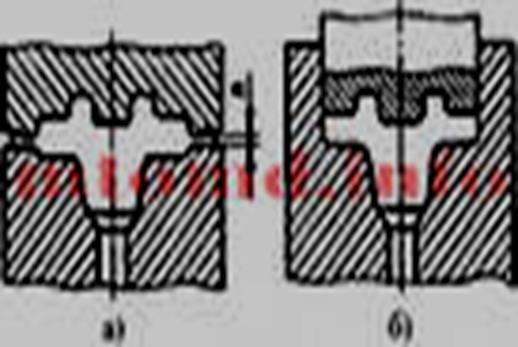
При штамповке наиболее трудно заполняются углы полости ручья штампа, поэтому прежде чем заполнить эти углы металл вытекает в указанный зазор, образуя вокруг поковки облой. При достаточно малом зазоре Δ облой закрывает выход из ручья штампа и металл вынужден полностью заполнять полость штампа
.
Облой является отходом (10…30 % от массы поковки) и подлежит удалению с поковки в специальных обрезных штампах.
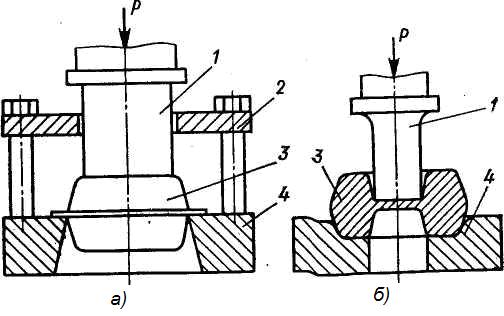

Штамповка в закрытых штампах характеризуется тем, что штамп в процессе деформирования остается закрытым и зазор Δ между подвижной и неподвижной частями штампа является постоянной величиной. В штампах отсутствуют облойные канавки, а для удаления поковки из полости применяют выталкиватели
При данном виде штамповки необходимо точно отрезать заготовку, в противном случае лишний металл будет вытекать в зазор Δ и образовывать заусенец и изнашивать штамп.
Штамповка в закрытых штампах является прогрессивным и экономичным процессом, т.к. отхода в виде облоя нет.
Оборудование для горячей объемной штамповки:
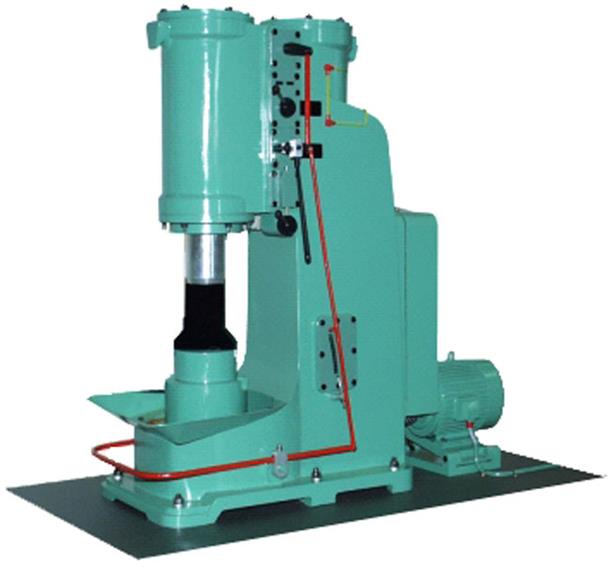
1. Штамповочные молоты с массой падающих частей)
2. КГШП
3. Гидравлические пресса
4. Фрикционные винтовые прессы
5. Горизонтально-ковочные машины




Технологический процесс горячей объемной штамповки включает следующие операции:
1. Резка прутков на мерные заготовки;
2. нагрев заготовок;
3. штамповку;
4. обрезку облоя и проколку перемычек;
5. правку поковок;
6. термическую обработку;
7. калибровку.
Исходными материалами для горячей штамповки являются сортовой прокат и профили периодической прокатки.
Разделку исходных заготовок производят на пресс-ножницах и кривошипных прессах, механических пилах и хладноломах, а также применяют анодно-механическую и газовую резку.

