 2014-04-05
2014-04-05 691
691Заготовки соединяют сваркой в отдельных местах, условно называемых точками. Размеры и структура точки, определяющие прочность соединения, зависят:
- от силы сварочного тока,
- времени его протекания через заготовки,
- усилия сжатия заготовок электродами,
- формы и размеров контактной поверхности электродов,
- состояния поверхностей заготовок.
Качественная сварка характеризуется наличием общего для обеих заготовок литого ядра – точки определенных размеров (рис.22).
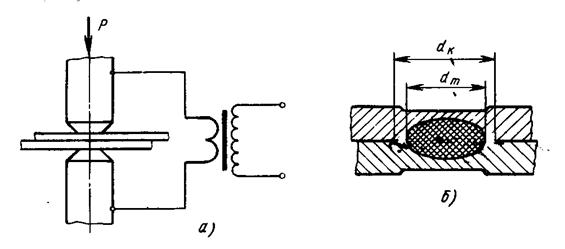
Рис.22. Точечная сварка
а - схема сварки; б - зона сварки;
Последовательность операций точечной сварки следующая:
1. Заготовки устанавливают и затем плотно сжимают между электродами контактной машины.
2. Включают ток, и заготовки быстро нагреваются. Особенно быстро нагреваются участки металла, прилегающие к контакту между заготовками, так как эти участки имеют повышенное электрическое сопротивление. Кроме того, они менее подвержены охлаждающему действию электродов.
3. В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают.
4. После выключения тока заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварочной точки.
Силу тока и усилие сжатия заготовок устанавливают постоянными или изменяют по определенному графику в течение цикла сварки одной точки.
Контактная сварка отличается высокой производительностью, экономичностью процесса, позволяет значительно проще механизировать и автоматизировать процессы изготовления деталей, сокращать расход основных и вспомогательных материалов. Эти преимущества особенно заметно проявляются в массовом и крупносерийном производствах. Контактная сварка производится на специальных сварочных машинах.
Наиболее широкое применение получили следующие основные виды контактной сварки: стыковая, точечная и шовная (рис.23).
Выбор способа контактной сварки определяется толщиной и материалом свариваемых заготовок. Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т.п.) заготовки из разнородных металлов, из сталей различных марок (углеродистой, легированной, коррозионностойкой и др.), а также из цветных металлов и их сплавов. Толщина каждой из заготовок, соединяемых точечной сваркой, может быть от сотых долей миллиметра до 30 мм.
В зависимости от числа свариваемых точек, способа подвода тока к заготовкам и других факторов применяют различные способы точечной сварки.
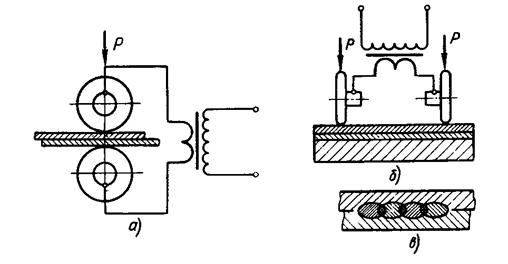
Шовная сварка (рис.23в; рис.24). Заготовки соединяют непрерывным прочноплотным швом, состоящим из ряда точек, в котором каждая последующая точка частично перекрывает предыдущую. В отличие от точечной сварки заготовки устанавливают между вращающимися роликами (или между роликами и оправкой), на которые действует усилие механизма сжатия и к которым подведен электрический ток. Толщина каждой из заготовок обычно не превышает 3 мм.
|
|
| Рис.24. Шовная сварка а - схема сварки между роликами; б - схема сварки между роликами и оправкой; в - зона сварки |
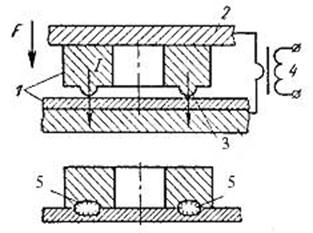
Рельефная сварка. Характерна тем, что на одной из заготовок предварительно изготовляют рельефы (выступы) круглой, кольцевой, продолговатой или иной формы (рис.25). Сварку осуществляют одновременно по всем рельефам или по всей площади соприкосновения заготовок. Рельефная сварка высокопроизводительна, применяется в массовом и крупносерийном производствах.
|
| Рис.25. Рельефная сварка: 1– свариваемые изделия; 2– электроды; 3 – рельефы; 4 – сварочный трансформатор; 5- сварные точки |








