 2015-06-14
2015-06-14 988
988Тип шва – С2
Толщина детали - 3 мм
Длина детали – 4,0 м
Материал - сталь 10
Предел прочности - 340 МПа
Решение
1 Выбираем форму разделки кромок сварного шва С2 (выбираем по ГОСТ – 5264–80 с.16).
2. Определяем площадь сечения сварного шва. Для вычерчиваем на миллиметровой бумаге (строго соблюдая масштаб) форму разделки кромок свариваемых деталей и сварного шва (рис. 1).
.
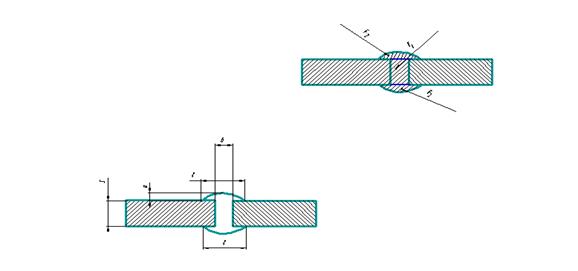
Размеры конструктивных элементов сварного шва:
толщина свариваемой детали S = 3 мм
b =+1,0-0,5
е =8
g=2
Рисунок 1 – Форма поперечного сечения шва С4 по ГОСТ 5264-80
Затем путем подсчета клеточек в зоне сечения шва определяем его площадь в мм2.
Нами площадь сечения сварного шва можно также определена расчетным путем. Для этого сечение сварного шва разделяем на геометрические фигуры (прямоугольник, сегмент) и определяем площадь каждой фигуры в отдельности и в целом площадь сварного шва по формуле:
Fc.ш. = F1 + F2, мм2 , (1)
где Fc.ш. – общая площадь сечения сварного шва, мм2 ;
F1 – площадь прямоугольника, мм 2 (F1 = а·в = 2·3=6 мм2);
|
|
|
F2 – площадь сегмента, мм2 (F2 = 2/3·е·g = 2/3·2·6=10,56 мм2).
Fc.ш. = F1 + F2 = 6+10,56=16,56 мм2.
3 Выбираем марку присадочной проволоки по таблице 2. Для малоуглеро-дистой стали 10 наиболее близкая по химическому составу является присадочная проволока марки Св -08.
4 Определяем диаметр присадочной проволоки в зависимости от толщины свариваемых деталей по формуле:
d=0,5·s+1, мм для левого способа, (1)
где d – диаметр присадочной проволоки, мм,
s – толщина свариваемого материала, мм.
d=0,5·3+1 =2,5 мм
5 Выбираем номер горелки в зависимости от толщины свариваемого металла и определяем тепловую мощность Мr, т.е. расход ацетилена и расход кислорода, путем интерполяции данных таблицы 2.
При толщине свариваемого металла 3,0 мм выбираем по таблице 2 горелку ГС-3 средней мощности с наконечником № 3.
Тогда расход ацетилена Мr определяем из пропорции:
при толщине 4 мм – расход ацетилена 400 л/ч,
(по таблице)
при толщине 3 мм – расход ацетилена Мr л/ч,
(по заданию)
откуда  .
.
Расход кислорода также определяем из пропорции:
при толщине 4 мм – расход кислорода 440 л/ч,
(по таблице)
при толщине 3 мм – расход кислорода х л/ч,
(по заданию)
откуда  л/ч.
л/ч.
Таким образом выбрали горелку ГС-3 «Звезда» (инжекторная средней мощности), наконечник № - 3; расход ацетилена Мr = 300 л/ч и кислорода - 330 л/ч.
6 Определяем количество накладываемых валиков в сварном шве по формуле:
 (2)
(2)
где N - количество валиков или число проходов, шт;
Fсш - площадь сечения сварного шва, см2;
F1 - площадь сечения первого валика, см2;
F1 = (6-8)·d1, мм2
F1 - для первого прохода принимают
d1 = 2-4 мм.
F1 = 6·3=18 мм2
F2 - площадь сечения второго и всех последующих валиков, см2
F2 = (8 -10)· d, мм2
d - диаметр присадочной проволоки, мм.
|
|
|
F2 = 8 · 2,5=20 мм2
. 
Таким образом, сварной шов состоит из одного валика.
7 Выбираем направление перемещения горелки и присадочного прутка. При этом руководствуется тем, что при сварке тонкого металла толщиной не более 6 мм рекомендуется применять левое направление. В нашем задании толщина свариваемого металла составляет 3 мм, Поэтому выбираем левое направление перемещение горелки и прутка.
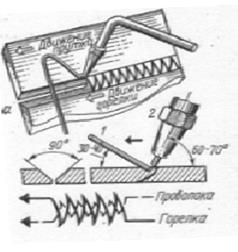
Рисунок 2 - Схема перемещения грелки и прутка (левое)
8 Выбираем траектория движения горелки и присадочного прутка. Она зависит от площади сечения сварного шва, количества проходов и необходимости большей или меньшей степени прогревания свариваемого металла и выбирается по рисунку 3, позиция 1.

 |
Рисунок 3 - Траектория движения горелки и прутка (левое)
9 Определяем угол наклона горелки к свариваемой металла в зависимости от его толщины металла s по таблице 4. В нашем случае для свариваемого металла толщиной 3 мм угол наклона принимаем равным 200.
 |
Рисунок 4 - Угол наклона горелки и прутка








