 2015-06-14
2015-06-14 2029
2029| № цеха | Газовая сварка | |||||||||||||||||||||||||||||
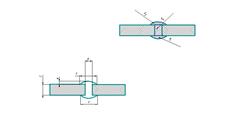 1. Схема сварного шва С2 1. Схема сварного шва С2 | Поз. | Обозначение детали | Марка материала | Толщ. мм | Масса металла, кг | Кол. шт. | ||||||||||||||||||||||||
| Пластина | Сталь 10 | 3,0 | 9,3 | |||||||||||||||||||||||||||
| Пластина | Сталь 10 | 3,0 | 9,3 | |||||||||||||||||||||||||||
| №п/п | Наименование и содержание операции | Оборудо-вание (код, наимено-вание) | Приспо-собление и инстру-мент | Катет шва | № мундштука | Газ | Присад. матер | Флюс | Код профессии | Направление перемещение горелкиряд работы | Угол наклона горелки, град | Объём производ. партии | Т0, ч | |||||||||||||||||
| Давлен. | Расход | Код, марка,наиме. | Расход, кг | Сечение или диам., мм | Код, марка | Расход.кг | ||||||||||||||||||||||||
| Длина шва, м | C2H2, МПа | O2, МПа | C2H2, л | O2, л | ||||||||||||||||||||||||||
| Разделать кромки свариваемых пластин по ГОСТ 5264–80 | Фортуна, напильник др. | Тиски, штангенциркуль | ||||||||||||||||||||||||||||
| Собрать сварной узел и зафиксировать в соответствии со схемой сварного шва | Стол сварщика, струбцина | Штангенциркуль, угломер | ||||||||||||||||||||||||||||
| Выбрать режим сварки (тепловую мощность горелки, марку горелки, номер мундштука, марку и диаметр при- садочной проволоки, направление перемещение горелки и прутка, траектория движения горелки и количество накладываемых валиков, угол наклона горелки) и настроить аппаратуру | ГС-3 | 0,3 | 0,01 | СВ-08 | 0,601 | 2,5 | - | - | - | левое | 1,1 | |||||||||||||||||||
| Провести предварительный контроль | Штангенциркуль, линейка | |||||||||||||||||||||||||||||
| Прихватить пластины по направлению будущего сварного шва через каждые 300 мм | ГС-3 | |||||||||||||||||||||||||||||
| Провести текущий контроль | Штангенциркуль, линейка | |||||||||||||||||||||||||||||
| Наложить сварочный шов по всей длине пластины (заготовки). | ГС-3 | |||||||||||||||||||||||||||||
| Зачистить сварной шов | Молоток, зубило, | |||||||||||||||||||||||||||||
| Провести окончательный контроль сварного шва | Вода, керосин | в | и | з | у | а | л | ь | н | о | ||||||||||||||||||||
| Разработал: | Принял: | |||||||||||||||||||||||||||||
2 Определить площадь сечения сварочного шва по формуле:
Fc.ш. = F1 + F2 + …
4 Выбрать присадочную проволоку в соответствии с химсоставом и механическими свойствами свариваемого материала (в основном ориентируясь по легирующим элементам) по таблице 1.
.
Таблица 1 - Проволока для сварки сталей
| С т а л ь | М а р к а п р о в о л о к и |
| Низкоуглеродистая | Св–08, Св–08А, Св–08ГА, Св–10ГА, Св–10Г2 |
| Легированная | Св–08ГС – Св–12ГС, Св–08Г2С, Св–10ГН, Св–08ГСМТ, Св–15СТЮЦА, Св–20ГСТЮА, Св–18ХГС, Св-10НМА, Св–08МХ, Св–08ХМ, Св–18ХМА, Св–08ХНМ, Св–08ХМФА, Св–10ХМФТ, Св–08ГСМФА, Св–14Х2МА, Св–13МФТ, Св–08ХН2А, Св–08ХЗГ2СМ, Св–08ХМНФБА, Св–10ХН2МТ, Св18ХГГ |
5 Выбрать направление перемещения горелки и присадочного прутка.
Направление перемещения горелки и присадочного прутка может быть правое и левое. Рекомендуется применять перемещение горелки влево при сварке тонкого металла толщиной не более 6 мм, и перемещение горелки вправо при толщине металла свыше 6 мм.
6 Определить диаметр присадочной проволоки в зависимости от толщины свариваемых деталей по формуле:
d = 0,5·S + 1 для левого способа,
(1.)
d = 0,5·S + 2 для правого способа,
где d – диаметр присадочной проволоки, мм;
S – толщина свариваемого материала, мм.
6 Выбрать номер газовой горелки в зависимости от толщины и теплопроводности металла по таблице (3), а тепловую мощность горелки определить путем интерполяции данных таблицы 3.
7 Определить количество валиков в сварном шве по формуле:
 , (2.)
, (2.)
где n – количество валиков или число проходов, шт.;
Fс.ш.– площадь сечения сварочного шва, см²;
F1 – площадь сечения первого валика, см²; F1 = (6–8) • d1 (мм²),
где d1 – диаметр электрода для первого валика.
F2 – площадь сечения второго и всех последующих валиков, см²;
F2 = (8–10) • d (мм²), где d диаметр основного электрода.
8 Выбрать траекторию движения горелки в зависимости от толщины детали, площади сечения сварного шва и количества проходов (1).
9 Выбрать угол наклона горелки выбираем в зависимости от толщины детали S (таблицы 2).
Таблица 2 - Угол наклона горелки
| Толщина металла S, мм | до1 | 1–3 | 3–5 | 5–7 | 7–10 | 10–12 | 12–15 | свыше |
| Угол наклона горелки, град. |
10 Определить массу наплавленного металла по формуле:
G н = F с.ш. • L • ρ, г, (3.)
где Gн – масса наплавленного металла, г;
Fс.ш. – площадь сечения сварного шва, см²;
L – длина шва, см;
ρ– плотность металла, г/см³.
11 Определить норму расхода присадочной проволоки на всю сварку с учетом разбрызгивания, угара, отходов по формуле:
Gпр = (1,2 – 1,3)·Gн, (4)
где Gпр – расход присадочной проволоки на сварку, кг;
Gн – масса наплавленного металла, кг.
12 Определить машинное время сварки по формуле:
 , ч, (5) где t0 – машинное время сварки, ч;
, ч, (5) где t0 – машинное время сварки, ч;
Gн – масса наплавленного металла, кг;
Kн – коэффициент наплавки, г/мин. (в основном зависит от марки свариваемого металла и номера наконечника горелки и может быть взята из таблицы (3).
Таблица 3 - Величина коэффициента наплавки
| № наконечника горелки | КН, г/мин | |||
| Сталь | Чугун | Латунь | Медь | |
| 4 – 6 6 – 7 7 – 10 13 – 14 15 – 16 17 – 18 18 – 21 | – 3,5 | – 20,5 23,5 | 26,5 |
13 Определить скорость сварки по формуле:
 , м/ч (6)
, м/ч (6)
где Vсв – скорость сварки, м/ч;
L – длина шва, м;
t0 – время горения дуги, ч.
14 Определить скорость горелки с присадочным материалом в каждом проходе рассчитывают по формуле:
 , м/ч (7)
, м/ч (7)
где Vд – скорость перемещения дуги, м/ч;
n – число проходов, шт.
15 Определить расход ацетилена на сварку по формуле:
Vац = Mг • t0, л, (8)
где Vац – объём ацетилена, л;
Mг – тепловая мощность горелки, подсчитанная интерполяцией (часовой расход ацетилена), л/ч;
t0 - машинное время сварки, ч.
16 Определить норму расхода карбида кальция CaC2, необходимого для получения ацетилена по формуле:
 , кг, (9)
, кг, (9)
где Gкк – масса карбида кальция, кг;
Vац – расход ацетилена, л;
А – выход ацетилена из 1 кг карбида кальция, л/кг;
А = 240 – 280 л/кг в зависимости от фракции CaC2.
17 Определить норму расхода кислорода необходимого на сварку по формуле:
Vкс = (1,10 ׃ 1,25) · Vац, л (10)
где Vкс – объём кислорода, л;
Vац – расход ацетилена, л;
18 Выбрать газогенератор с учетом тепловой мощности горелки по таблице 4. По производительности ацетилена генератор должен превышать тепловую мощность газовой горелки на 15 – 25%.
Таблица 6 -Технические характеристики ацетиленовых генераторов
| Марка генератора | Принцип действия | Произво- дитель-ность, м³/ч | Рабочее давление ацетилена, Мпа | Единовре-менная загрузка карбида кальция, кг | Масса незаряжен-ного генератора, кг |
| ГВД–0,8 МГВ–0,8 | Контактный вытеснение | 0,8 | Менее 0,3 | 19, 5 | |
| ГВН–1,25 АНВ–1–66 АНД–1–61 ГВР–1,25М ГВР–1,25МЧ ГВР-3 | Комбини-рованный “вода на карбид и вытеснение | 1,25 2,0 2,0 1,25 | 0,003 0,003–0,005 0,008–0,005 0,015–0,02 | ||
| МГ–65 ГПР–65 ГРК–10 | “Вода на карбид “ “Карбид на воду“ | 0,001 0,09 –0,12 0,7 |
19 Составить технологическую карту процесса

