 2015-06-05
2015-06-05 1641
1641Целью технического обслуживания двигателя является оценка его технического состояния, своевременное выявление и устранение возникающих неисправностей, а также обеспечение готовности двигателя к работе.
2.1 Общие сведения.
2.1.1 При выполнении работ пользуйтесь только инструментом, приспособлениями и материалами, предусмотренными настоящим Руководством.
2.1.2 Во время проведения работ принимайте меры, исключающие попадание посторонних предметов, грязи, а также масла в проточную часть компрессора, другие открытые полости двигателя; разъемы стыков закрывайте заглушками или другими защитными средствами.
2.1.3 При проведении работ соблюдайте меры безопасности, изложенные в разделе 1 (часть 1) настоящего Руководства.
2.1.4 После работ по топливной и масляной системам, связанных с расстыковкой соединений, проверьте их герметичность.
2.1.5 После выполнения работ по ТО или замены деталей, агрегатов, сборочных единиц сделайте запись в соответствующих разделах формуляра двигателя.
2.1.6 При замене масла выполните работы в соответствии с приложением 5.
2.2 Регламент технического обслуживания.
2.2.1 Техническое обслуживание двигателя состоит из:
- межрегламентных осмотров и проверок после первого опробования и после вынужденных (аварийных) остановов по причинам, связанным с неисправностями систем двигателя и ГПА (п.2.3);
- регламентных работ (п.2.4) через каждые 3000±100 часов наработки двигателя.
2.2.2 В процессе эксплуатации ведется постоянный контроль работы двигателя (параметров, сигналов) системой автоматизированного контроля и диагностики.
2.2.3 Через каждые 150...200 часов непрерывной работы выполните трендовый контроль параметров (Приложение 6).
2.3 Работы в межрегламентный период.
2.3.1 Осмотрите двигатель, его узлы, датчики, агрегаты:
- устраните механические повреждения, нарушения контровки, подтекание масла.
2.3.2 Проверьте зазоры между коммуникациями, корпусами и коммуникациями. Приведите их в соответствие с ТУ.
2.3.3 Осмотрите узлы крепления двигателя к раме: трещины, повреждения, нарушение контровки не допускаются.
2.3.4 Осмотрите трубопроводы на отсутствие течей и замасливания, проверьте целостность контровки и элементов крепления.
2.3.5 Осмотрите электрические жгуты и соединители на отсутствие повреждений и обмасливания. Повреждения устраните. При обнаружении обмасливания электрических соединителей расстыкуйте и протрите спиртом их контакты и изоляторы; состыкуйте и законтрите соединители.
2.3.6 Осмотрите датчики температуры воздуха на входе в двигатель, ВНА, лопатки НА и рабочие лопатки первой ступени КНД.
2.3.7 При обнаружении повреждений в процессе осмотра по п.2.3.6 или при подозрении на попадание посторонних предметов во вход двигателя осмотрите эндоскопом все ступени КНД и КВД (раздел 2.5).
2.3.8 При обнаружении повреждений в процессе осмотра по п.2.3.7 осмотрите эндоскопом рабочие лопатки ТВД, ТНД (раздел 2.5). При обнаружении повреждений на рабочих лопатках ТВД и ТНД осмотрите рабочие лопатки СТ.
2.3.9 Проанализируйте записи в формуляре, вахтенном журнале и автоматизированной системе диагностики для оценки исправного состояния двигатели.
2.3.10 При вынужденных (аварийных) остановах установите объем дополнительных проверок и необходимых мероприятий. После выполнения намеченного примите решение о продолжении эксплуатации, согласованное с предприятием-изготовителем.
2.4 Регламентные работы через каждые 3000±100 часов наработки.
2.4.1 Выполните работы в объеме п.п. 2.3.1...2.3.6 и 2.3.9.
2.4.2 Осмотрите эндоскопом камеру сгорания, торцы запальных устройств, рабочие лопатки I, VI, IX ступеней КВД, турбины ГГ и СТ,с учетом п.п. 2.3.7 и 2.3.8.
2.4.3 Проверьте затяжку хомутов крепления агрегатов на коробке приводов (Приложение 3, раздел 5).
2.4.4 Осмотрите магнитные пробки и термостружкосигнализатор в линии общей откачки масла (раздел 2.8, 2). Промойте и установите их на место.
2.4.5 Определите расход масла не менее, чем за пять суток непрерывной работы при постоянном режиме. Произведите контроль параметров работы двигателя (Приложение 6). Результаты занесите в вахтовый журнал.
2.5 Осмотр проточной части газовоздушного тракта.
2.5.1 Общие сведения.
2.5.1.1 На корпусах двигателя предусмотрены окна для контроля состояния рабочих лопаток компрессора, турбин.и элементов жаровой трубы камеры сгорания.
2.5.1.2 Контроль осуществляйте с помощью комплекта эндоскопов технических КЭТ-25. Трубки из комплекта эндоскопов 5 (рисунок 2.5.1) подбирайте по размерам окоп осмотра:
- рабочих лопаток КНД, ТНД, ТВД, СТ - ТСС 10.390.80-70-ОШ;
- рабочих лопаток КВД - ТСС 5.5.390.80-45-ОШ;
- камеры сгорания - ТСГ 6.1500.0-50 или ТСГ 10.1500.0-60.
2.5.1.3 Для определения величины повреждений рабочих лопаток используйте устройство мерного перемещения 7 и державки 5 (рисунок 2.5.4).
ВНИМАНИЕ! 1 ПОПАДАНИЕ ПОСТОРОННИХ ПРЕДМЕТОВ В
ПРОТОЧНУЮ ЧАСТЬ ДВИГАТЕЛЯ НЕ ДОПУСКАЕТСЯ.
2 ПРИ НЕОБХОДИМОСТИ КОНТРОЛЯ НЕСКОЛЬКИХ
УЗЛОВ (СТУПЕНЕЙ) НЕ СНИМАЙТЕ ОДНОВРЕМЕННО
ВСЕ ЗАГЛУШКИ ОКОН ОСМОТРА ЭТИХ УЗЛОВ.
3 СНЯТУЮ ЗАГЛУШКУ УСТАНАВЛИВАЙТЕ НА СВОЕ
ОКНО. ПРЕДВАРИТЕЛЬНО НАНЕСИТЕ НА РЕЗЬБОВУЮ
И ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТИ ЗАГЛУШКИ
ГРАФИТОВУЮ СМАЗКУ ПФМС-4с.
4 ПРИ ОБНАРУЖЕНИИ ПОВРЕЖДЕНИЙ (ЗАБОИН,
ТРЕЩИН, ВМЯТИН, ПРОГАРОВ) ВОПРОС О
ДАЛЬНЕЙШЕЙ ЭКСПЛУАТАЦИИ ДВИГАТЕЛЯ РЕШИТЕ
С ПРЕДСТАВИТЕЛЕМ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛЯ.
ПОВРЕЖДЕНИЕ ЛОПАТОК КОМПРЕССОРА
ОЦЕНИВАЙТЕ ПО ДОПУСТИМЫМ НОРМАМ (п.2.5.5).
5 ПОСЛЕ ОКОНЧАНИЯ РАБОТ ТЩАТЕЛЬНО
ОСМОТРИТЕ КОРПУСА ДВИГАТЕЛЯ.
2.5.2 Подготовка эндоскопа к работе.
2.5.2.1 Снимите со смотровой трубки 5 (рисунок 2.5.1) и с торца световода 7 предохранительные колпачки.
2.5.2.2 Протрите торец световода, оптические поверхности объектива и окуляра чистой салфеткой, пропитанной спиртом.
ПРИМЕЧАНИЕ. При эксплуатации возможно запотевание оптики
смотровых трубок. В этом случае выдержите смотровую
трубку при постоянной температуре не менее 15 минут.
2.5.2.3 Соедините смотровую трубку 5 с блоком питания 1. Состыкуйте замок 2 световода 7 с гнездом блока питания 1. Проверьте фиксацию световода со смотровой трубкой и блоком питания.
ВНИМАНИЕ!
ЭНДОСКОП ЯВЛЯЕТСЯ ТОЧНЫМ ОПТИЧЕСКИМ ПРИБОРОМ И ТРЕБУЕТ БЕРЕЖНОГО ОТНОШЕНИЯ. НЕ ДОПУСКАЙТЕ РЕЗКИХ ПЕРЕГИБОВ СВЕТОВОДА, ТОЛЧКОВ, УДАРОВ ПО СМОТРОВЫМ ТРУБКАМ И МЕСТАМ СТЫКОВКИ СВЕТОВОДА.
2.5.2.4 Установите выключатель 3 в положение ОТКЛ; включите блок питания в сеть 27В. Установите выключатель 3 в положение ВКЛ - при этом должен начать работать вентилятор и включится галогенная лампа. Во избежание быстрого перегорания галогенной лампы рекомендуется включать блок питания только на период непосредственного осмотра контролируемой поверхности.
ВНИМАНИЕ! 1 Запрещается эксплуатация прибора при неработающем вентиляторе.
2 Время непрерывной работы блока питания не должно превышать одного часа, после чего его следует отключить и дать остыть в течение 15-20 минут.
2.5.3 Осмотр рабочих лопаток КНД.
- Инструмент: ключ и съёмник для заглушек окон осмотра – из комплектов по ведомостям 29.10ВД и 29.12ВД 2-ой редакции.
- Приборы: ТСС 10.390.80-70-ОШ с блоком питания БП1.
- Расходуемые материалы: салфетка батистовая - 1 шт.; салфетка фланелевая - 1 шт.; спирт этиловый ректификованный - 15 г; графитовая смазка ПФМС-4С - 10г.
2.5.3.1 Подготовьте эндоскоп к работе (п.2.5.2).
2.5.3.2 Демонтируйте заглушки на корпусах КНД:
2.5.3.2.1 Ввинтите в заглушку 3 (рисунок 2.5.2) съемник.
2.5.3.2.2 Отожмите заглушку и поверните ее на 20-30 град. по часовой стрелке; не нажимая на заглушку, поверните ее на угол 90 град. от первоначального положения. Извлеките заглушку вместе со съёмником.
2.5.3.2.3 Снимите заглушку гнезда привода ручной прокрутки РНД, как указано в п. 2.11.
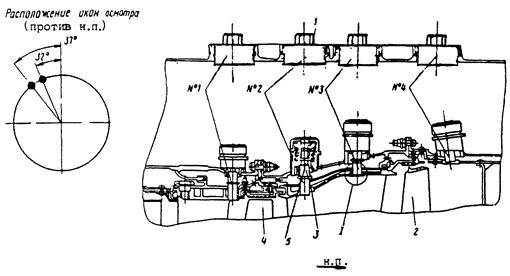
2.5.3.3 Осмотр кромок рабочих лопаток КНД (рисунок 2.5.2).
2.5.3.3.1 Введите смотровую трубку в окно осмотра объективом по н.п. при осмотре входных кромок, или против н.п. - при осмотре выходных кромок лопаток. При этом получите четкое изображение осматриваемой поверхности вращением гайки фокусировки смотровой трубки 5 (рисунок 2.5.1).
2.5.3.3.2 Осмотрите поочередно лопатки КНД, поворачивая РНД согласно п. 2.11.
ПРИМЕЧАНИЯ: 1 Объем осмотра определяется регламентом технического обслуживания (раздел 2.2).
2 Осмотр производите через:
- окно № 1 - входных кромок 37 лопаток первой ступени;
- окно № 2 - выходных кромок лопаток первой и входных кромок 45 лопаток второй ступени;
- окно № 3 - выходных кромок лопаток второй и входных кромок 57 лопаток третьей ступени;
- окно № 4 - выходных кромок лопаток третьей и входных кромок 43 лопаток четвертой ступени;
- окно № 5 - выходных кромок лопаток четвертой ступени.
2.5.3.3.3 Извлеките смотровую трубку из окна осмотра и отключите питание.
2.5.3.4 Монтаж заглушек на корпусах КНД.
2.5.3.4.1 Осмотрите устанавливаемую заглушку – деформация и механические повреждения не допускаются.
2.5.3.4.2 Установите заглушку 3 (рисунок 2.5.2) со съемником в окно осмотра: нажмите на заглушку и поверните ее на 20-30 град. по часовой стрелке; не нажимая на заглушку, доверните ее но часовой стрелке на угол 90 град. от начального положения. В этом случае заглушка займет рабочее положение, что сопровождается щелчком и отдачей съемника. Правильно установленная заглушка не должна проворачиваться, а риски (покрытые синей эмалью) на заглушке и стакане должны совпадать.
2.5.3.4.3 Вывинтите съемник из заглушки.
2.5.3.5 Заключительные работы.
2.5.3.5.1 Расстыкуйте узлы эндоскопа, протрите чистой, сухой салфеткой его металлические части.
2.5.3.5.2 Осмотрите открытые поверхности оптических деталей. Для удаления пыли пользуйтесь спринцовкой. Для удаления грязи протрите оптические детали тампоном, слегка увлажненным этиловым спиртом.
2.5.3.5.3 Наденьте на смотровую трубку и на торец световода предохранительные колпачки.
2.5.3.5.4 Уложите узлы и детали эндоскопа в футляр.
2.5.3.5.5 Установите заглушку на гнездо привода ручной прокрутки РНД.
2.5.4 Осмотр рабочих лопаток КВД.
- Инструмент: пассатижи, ключ и съёмник для заглушек окон осмотра – из комплектов по ведомостям 29.10ВД и 29.12ВД 2-ой редакции.
- Приборы: ТСС 5,5.390.80-45-ОШ с блоком питания БП1.
- Расходуемые материалы: проволока 0,8-ТС12Х18Н10Т – 1,0 м, салфетка батистовая – 1 шт.; салфетка фланелевая – 1 шт.; спирт этиловый ректификованный – 15 г; графитовая смазка ПФМС-4С – 10 г.
2.5.4.1 Подготовительные работы.
2.5.4.1.1 Подготовьте эндоскоп к работе (п. 2.5.2).
2.5.4.1.2. Снимите заглушку с гнезда привода ручной прокрутки РВД согласно п. 2.11.
2.5.4.2 Демонтаж заглушек на корпусе наружного контура.
2.5.4.2.1 Расконтрите заглушку 1 (рисунок 2.5.3).
2.5.4.2.2 Поворачивая ключом за шестигранник заглушки 1 против часовой стрелки, отвинтите заглушку на НК и извлеките ее из окна.
2.5.4.3 Демонтаж заглушек на корпусе КВД.
2.5.4.3.1 Ввинтите в заглушку 4 съемник.
2.5.4.3.2 Отожмите заглушку, поверните на 20-30 град. по часовой стрелке; не нажимая на заглушку, поверните ее на угол 90 градусов от первоначального положения. Извлеките заглушку вместе со съемником.
2.5.4.4 Осмотр кромок рабочих лопаток КВД.
2.5.4.4.1 Введите смотровую трубку через окно наружного контура в окно КВД объективом но н.п. при осмотре входных кромок, или против н.п. - при осмотре выходных кромок лопаток.
2.5.4.4.2 Осмотрите поочередно лопатки, поворачивая РВД ключом-трещеткой (п.2.11).
ПРИМЕЧАНИЯ:
1 Объем осмотра определяется регламентом технического обслуживания (раздел 2.2).
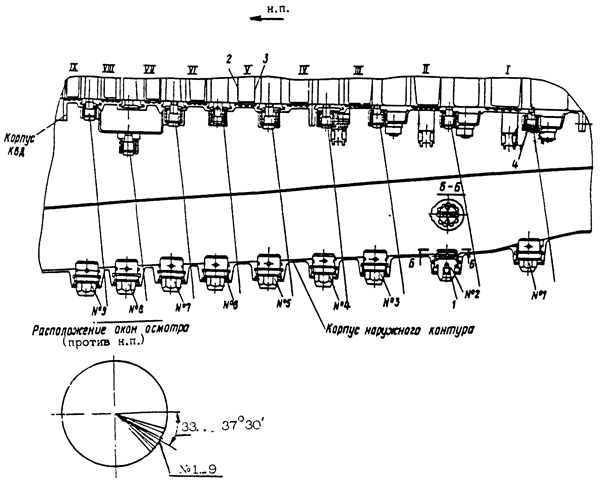
2 Осмотр производите через окна на корпусе наружного контура, имеющие те же номера, что н окна на корпусах КВД; осмотр производите через:
- окна № 1 - входных кромок 47 лопаток первой ступени;
- окна № 2 - выходных кромок лопаток первой и входных кромок 62 лопаток второй ступени;
- окна № 3 - выходных кромок лопаток второй н входных кромок 73 лопаток третьей ступени;
- окна № 4 - выходных кромок лопаток третьей и входных кромок 94 лопаток четвертой ступени;
- окна № 5 - выходных кромок лопаток четвертой и входных кромок 99 лопаток пятой ступени;
- окна № 6 - выходных кромок лопаток пятой и входных кромок 101 лопаток шестой ступени;
- окна № 7 - выходных кромок лопаток шестой и входных кромок 103 лопаток седьмой ступени;
- окна № 8 - выходных кромок лопаток седьмой н входных кромок 105 лопаток восьмой ступени;
- окна № 9 - выходных кромок лопаток восьмой и входных кромок 107 лопаток девятой ступени.
2.5.4.4.3 Извлеките смотровую трубку из окна осмотра и отключите питание.
2.5.4.5 Монтаж заглушек на корпусе КВД.
2.5.4.5.1 Осмотрите устанавливаемую заглушку - деформация и механические повреждения не допускаются.
2.5.4.5.2 Установите заглушку 4 (рисунок 2.5.3) со съемником в окно осмотра; нажмите на заглушку и поверните ее на 20-30 град. По часовой стрелке; не нажимая на заглушку, доверните ее по часовой стрелке па угол 90 град. От начального положения. Заглушка займет рабочее положение, что сопровождается щелчком и отдачей съемника; правильно установленная заглушка не должна проворачиваться. При этом риски (покрытые синей эмалью) на заглушке и стакане должны совпадать.
2.5.4.5.3 Вывинтите съемник из заглушки.
2.5.4.6 Монтаж заглушек на корпусе наружного контура.
2.5.4.6.1 Осмотрите устанавливаемую заглушку - деформация и механические повреждения не допускаются.
2.5.4.6.2 Поворачивая ключом S = 14х17мм за шестигранник заглушки 1 по часовой стрелке, завинтите заглушку до упора и законтрите ее.
2.5.4.7 Заключительные работы.
2.5.4.7.1 Установите заглушку па гнездо привода ручной прокрутки РВД.
2.5.4.7.2 Вы полните работы по п.2.5.3.5.
2.5.5 Осмотр рабочих лопаток ТВД, ТНД и СТ:
- Инструмент: ключ и съемник для заглушек окон осмотра ТВД, ТНД и СТ – из комплекта по ведомостям 29.10ВД и 29.10ВД 2-ой редакции.
- Приборы: ТСС 10.390.80-70-ОШ (для осмотра ТВД, ТНД и СТ) и ТСС 5,5.390.80-45-ОШ (для окна № 1 ТВД), блок питания БП1.
- Расходуемые материалы: салфетка батистовая - 1 шт.; салфетка фланелевая - 1 шт.; спирт этиловый ректификованный - 15 г; графитовая смазка -ПФМС-4с -10г.
2.5.5.1 Подготовительные работы.
2.5.5.1.1 Подготовьте эндоскоп к работе (п. 2.5.2).
2.5.5.1.2 Снимите заглушку с узла привода ручной прокрутки РВД – при осмотре ТВД или с узла привода ручной прокрутки РНД – при осмотре ТНД (п.2.11).
2.5.5.2 Демонтаж заглушек на корпусе наружного контура.
2.5.5.2.1 Расконтрите заглушку 1 (рисунок 2.5.5).
2.5.5.2.2 Поворачивая ключом (S = 14х17) за шестигранник заглушки против часовой стрелки, отвинтите заглушку и извлеките ее из окна.
2.5.5.3 Демонтаж заглушек из окон осмотра на корпусах ТВД и ТНД.
2.5.5.3.1. Ввинтите в заглушку съемник.
2.5.5.3.2 Отожмите заглушку, поверните ее на 20-30 град по часовой стрелке; не нажимая на заглушку, поверните ее на угол 90 град от первоначального положения. Извлеките заглушку вместе со съемником.
2.5.5.4 Осмотр кромок рабочих лопаток ТВД и ТНД.
2.5.5.4.1 Введите смотровую трубку в окно наружного контура и окно корпуса турбины объективом по н.п. при осмотре входных кромок.
2.5.5.4.2 Осмотрите поочередно лопатки, проворачивая РВД или РНД.
При необходимости определите размеры повреждений рабочих лопаток в соответствии с п. 2.5.6.
ПРИМЕЧАНИЯ: 1 Объем осмотра определяется регламентом технического обслуживания (раздел 2.2).
2 Осмотр лопаток ТВД и ТНД производите через окна на корпусе наружного контура, имеющие те же номера, что и окна на корпусах турбины. Осмотр производите через:
- окно № 1 - входных кромок 90 лопаток ТВД;
- окно № 2 - выходных кромок лопаток ТВД;
- окно № 3 - входных кромок 90 лопаток ТНД;
- окно № 4 - выходных кромок лопаток ТНД.
3 При осмотре входных кромок рабочих лопаток убедитесь в отсутствии эрозии металла.
2.5.5.4.3 Извлеките смотровую трубку из окон осмотра турбины и наружного
контура. Отключите питание эндоскопа.
2.5.5.5 Монтаж заглушек на корпусах ТВД и ТНД.
2.5.5.5.1 Осмотрите устанавливаемую заглушку - деформация, выработка и механические повреждения не допускаются.
2.5.5.5.2 Установите заглушку 3 (рисунок 2.5.5) со съемником в окно осмотра; нажмите на заглушку и поверните ее на 20-30 град по часовой стрелке; не нажимая на заглушку, доверните ее по часовой стрелке на 90 град. От начального положения. Заглушка займет рабочее положение, что сопровождается щелчком и отдачей съемника. Правильно установленная заглушка не должна проворачиваться, при этом риски на заглушке и стакане должны совпадать.
2.5.5.6 Монтаж заглушек на корпусе наружного контура.
2.5.5.6.1 Осмотрите устанавливаемую заглушку - деформация и механические повреждения не допускаются.
2.5.5.6.2 Поворачивая ключом S=14х17 за шестигранник заглушки по часовой стрелке, завинтите заглушку до упора и законтрите ее.
2.5.5.7 Заключительные работы.
2.5.5.7.1 Выполните работы по п.2.5.3.5.
2.5.5.7.2 Установите заглушки на узлы привода ручной прокрутки РВД и РНД (рисунок 2.11).
2.5.5.8 Осмотр рабочих лопаток СТ.
2.5.5.8.1 Подготовьте эндоскоп к работе (п.2.5.2).
2.5.5.8.2 Демонтаж заглушек на корпусе СТ.
2.5.5.8.2.1 Расконтрите заглушки 1,2,3,4 (рисунок 2.5.6).
2.5.5.8.2.2 Поворачивая ключом S = 14х17 за шестигранник против часовой стрелки, отвинтите заглушку и извлеките ее из окна.
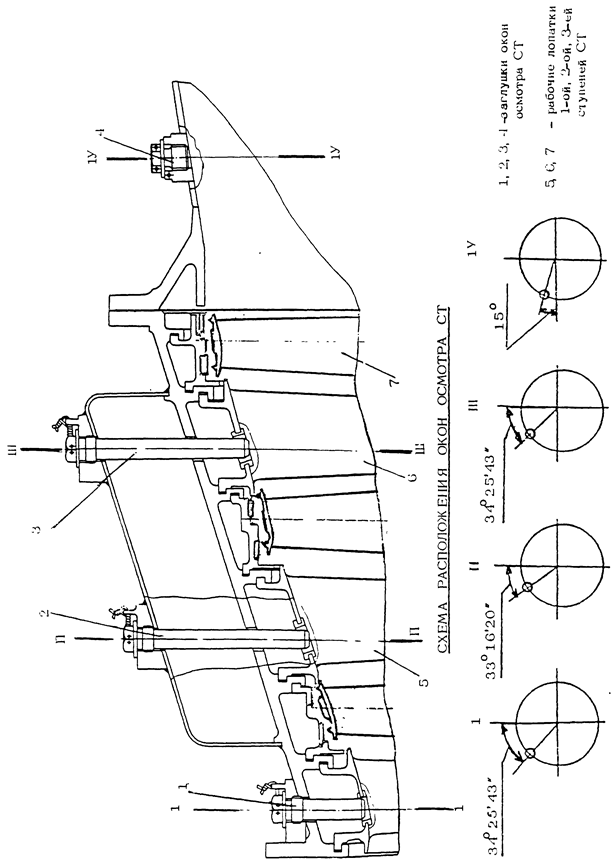
2.5.5.8.3 Осмотр кромок рабочих лопаток СТ.
2.5.5.8.3.1 Введите смотровую трубку в окно СТ объективом по н.п. при осмотре входных кромок, или против н.п. - при осмотре выходных кромок лопаток.
2.5.5.8.3.2 Осмотрите поочередно лопатки 5,6,7, проворачивая ротор.
ПРИМЕЧАНИЯ:
1 Объем осмотра определяется регламентом технического обслуживания (п.2.2).
2 Осмотр рабочих лопаток производите через:
- окно № 1 - входных кромок 109 лопаток первой ступени;
- окно № 2 - выходных кромок лопаток первой и входных кромок 109 лопаток второй ступени;
- окно № 3 - выходных кромок лопаток второй и входных кромок 109 лопаток третьей ступени;
- окно № 4 - выходных кромок лопаток третьей ступени.
3 При обнаружении трещин и прогаров на пере лопатки СТ к дальнейшей эксплуатации Н Е Д О П У С К А Е Т С Я.
2.5.5.8.4 Извлеките смотровую трубку из окна осмотра и отключите питание эндоскопа.
2.5.5.8.5 Монтаж заглушек 1,2,3,4 на корпусе СТ.
2.5.5.8.5.1 Осмотрите устанавливаемую заглушку - деформации и механические повреждения не допускаются.
2.5.5.8.5.2 Поворачивая ключом S = 14х17 за шестигранник заглушки по часовой стрелке, завинтите заглушку до упора и законтрите ее.
2.5.5.8.6 Выполните работы по п.2.5.3.5.
2.5.6. Определение размеров повреждения рабочих лопаток.
2.5.6.1. Подготовительные работы.
2.5.6.1.1 11одготовьте эндоскоп к работе (п.2.5.2).
2.5.6.1.2 Подготовьте к работе смотровую трубку ТСС (рисунок 2.5.4).
2.5.6.1.3 Соедините резьбовой хвостовик устройства 7 с державкой 5, обеспечив надежную фиксацию державки 5 с устройством 7.
2.5.6.1.4 Вставьте в устройство 7 сменную цангу 6 в соответствии с диаметром применяемого эндоскопа.
2.5.6.2 Определите размеры повреждений рабочих лопаток, для чего:
2.5.6.2.1 Установите державку 5 совместно с устройством 7 в окно осмотра на корпусе наружного контура и завинтите ее до упора.
2.5.6.2.2 Введите в осматриваемую полость смотровую трубку через соединенные между собой мерное устройство 7 и державку 5, предварительно ослабив гайку 8 устройства 7.
2.5.6.2.3 Перемещая трубку 9, совместите любое деление сетки 13 с краем забоины 11 (положение А). Используя регулировочные элементы трубки 9, добейтесь четкого изображения повреждения (забоины) 11 и сетки 13. Вращением ганки 15 поворота сетки 13 установите сетку параллельно кромке рабочей лопатки 12.
2.5.6.2.4 Зафиксируйте трубку гайкой 8 и определите число делений сетки 13, соответствующее длине (Z 1) и глубине h (Z 2) забоины 11. Зафиксируйте показания L 1 лимба устройства 7.
2.5.6.2.5 Вращением барабана 14 устройства 7 переместите деление сетки 13 от одного края забоины до другого (из положения А в положение Б). Зафиксируйте показания L 2 лимба.
2.5.6.2.6 Определите длину забоины L по кромке рабочей лопатки считыванием с устройства 7 как разницу L 2 - L 1 = L. Определите цену деления (Д) сетки 13.
Д = L: Z 1, где Z 1 - число делений сетки 13 на длине L забоины.
2.5.6.2.7 Определите глубину (h) забоины:
h = Д х Z 2, где Z 2 - число делений сетки 13 на глубине h забоины.
2.5.6.2.8 Величина повреждения (по п.2.5.5.2.4...2.5.5.2.6) определяется считыванием показаний по неподвижной и подвижной шкалам мерного устройства 7 по принципу микрометра. Один оборот барабана 14 соответствует величине повреждения 1,0 мм.
ПРИМЕР: размер повреждения вдоль кромки рабочей лопатки Z 1 = 5 делений сетки 13, глубина - h = 3 деления. При перемещении деления сетки 13 от одного края забоины до другого получено 1,5мм, что соответствует истинному размеру повреждения.
Цена деления сетки Д = 1,5:5 = 0,3мм
Размеры повреждения: длина L = 1,5мм; глубина h = 0,3х3 = 0,9мм.
2.5.6.3 Определите положение повреждения относительно верхней кромки лопатки.
2.5.6.3.1 Ослабьте гайку 3 мерного устройства 7 и совместите любое деление сетки 13 с верхним краем забоины 11 (положение А). Зафиксируйте трубку 9 гайкой 8 и нанесите на нее метку в месте цанговым устройством.
2.5.6.3.2 Ослабьте гайку 8 и совместите выбранное деление сетки 13 с верхней кромкой рабочей лопатки (положение В). Зафиксируйте трубку 9 гайкой В и нанесите на нее метку в месте зажима цанговым устройством.
2.5.6.3.3 Расстояние между метками определяет положение повреждения относительно верхней кромки рабочей лопатки (размер L).
2.5.6.4 Демонтируйте державку 5 из окна осмотра.
2.5.6.5 Произведите монтаж заглушек.
2.5.6.6 Выполните заключительные работы по п.2.5.3.5.
2.5.7 Осмотр камеры сгорания и лопаток СА ТВД:
- Инструмент: ключ S = 14х17 для заглушек окон осмотра на ПК, съемник 880/606.
- Приборы: ТСГ 6.1500.0-50 или ТСГ 10.1500.0-60. блок питания БП1.
- Расходуемые материалы: салфетка батистовая - 1 шт.; салфетка фланелевая - 1 шт.; спирт этиловый ректификованный - 15г; графитовая смазка - ПФМС-4с -10г.
2.5.7.1 Подготовьте эндоскоп к работе (п.2.5.2).
2.5.7.2 Демонтируйте заглушку на корпусе наружного корпуса. Поворачивая ключом S = 14х17 за шестигранник заглушки 1 (рисунок 2.5.7) против часовой стрелки, отвинтите заглушку и извлеките ее из окна.
2.5.7.3 Демонтируйте.заглушку на промежуточном корпусе.
2.5.7.3.1 Ввинтите стержень съемника 880/606 в резьбовой хвостовик заглушки 2 на промежуточном корпусе.
2.5.7.3.2 Отожмите заглушку, поверните ее на 20-30 град. По часовой стрелке, не нажимая на заглушку, поверните ее на угол 90 град. От первоначального положения. Извлеките заглушку вместе со съемником.
2.5.7.4 Осмотр жаровой трубы КС.
2.5.7.4.1 Введите эндоскоп в окно осмотра жаровой трубы через окна на наружном контуре и на промежуточном корпусе.
2.5.7.4.2 Управляя гибкой частью эндоскопа и поворачивая его вокруг оси, введите эндоскоп в окно жаровой трубы КС на всю его длину, огибая профиль внутренней поверхности жаровой трубы в направлении против часовой стрелки.
2.5.7.4.3 Медленно вытягивая на себя эндоскоп и управляя его поворотным концом, осмотрите жаровую трубу, топливные форсунки и лопатки соплового аппарата ТВД со стороны входных кромок.
2.5.7.4.4 Извлеките эндоскоп из окна осмотра жаровой трубы, управляя гибкой частью во избежание повреждения эндоскопа.
2.5.7.4.5 Введите эндоскоп в окно жаровой трубы на всю длину, огибая профиль внутренней поверхности жаровой трубы в направлении по часовой стрелке и выполните работы по пунктам 2.5.7.4.3...2.5.7.4.4.
2.5.7.5 Монтаж заглушки на промежуточном корпусе.
2.5.7.5.1 Осмотрите устанавливаемую заглушку - деформация и механические повреждения не допускаются.
2.5.7.5.2 Установите заглушку со съемником 880/606 в окно на промежуточном корпусе.
2.5.7.5.3 Нажмите на заглушку и поверните ее на 20-30 град. По часовой стрелке; не нажимая на заглушку, доверните ее по часовой стрелке на угол 90 град. От начального положения. Заглушка займет рабочее положение, что сопровождается щелчком и отдачей ключа: правильно установленная заглушка не должна проворачиваться. При этом риски на заглушке и стакане должны совпадать.
2.5.7.5.4 Вы винтите съемник из заглушки.
2.5.7.6 Монтаж заглушки на корпусе наружного контура.
2.5.7.6.1 Осмотрите устанавливаемую заглушку - деформация и механические повреждения не допускаются.
2.5.7.6.2 Установите заглушку в окно осмотра на корпусе наружного контура.
2.5.7.6.3 Поворачивая ключом S = 14х17 за шестигранник заглушки по часовой стрелке, завинтите заглушку до упора и законтрите ее.
2.5.7.7 Выполните заключительные работы по п.2.5.3.5.
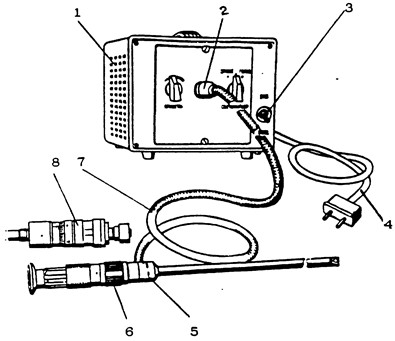
| 1 - блок питания | 5 - трубка смотровая |
| 2 - замок световода | 6 - гайка фокусировки |
| 3 - выключатель | 7 - световод |
| 4 - жгут | 8 - устройство осевого перемещения типа УМП |
Рисунок 2.5.1 - Эндоскоп ЭТЖ
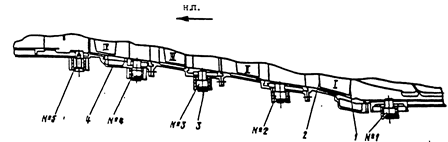
расположение окон осмотра
|
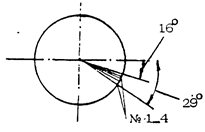
Рисунок 2.5.2
1 - заглушка наружного контура
2 - выходная кромка лопатки пятой ступени
3 - входная кромка лопатки пятой ступени
4 - заглушка КВД
Рисунок 2.5.3 - Осмотр рабочих лопаток КВД
|
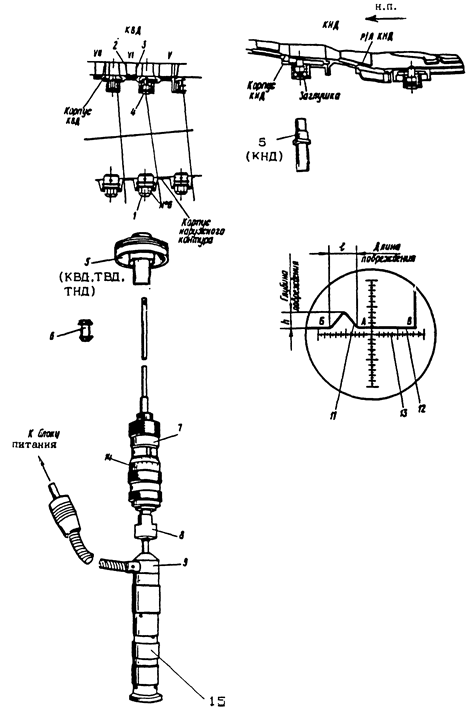
Рисунок 2.5.4 - Устройство для определения размеров
повреждений рабочих лопаток
1 - заглушка наружного контура
2 - рабочая лопатка ТНД
3 - заглушка окна осмотра
4 - рабочая лопатка ТВД
5 - стержень заглушки
Рисунок 2.5.5 - Осмотр рабочих лопаток ТВД и ТНД
 |
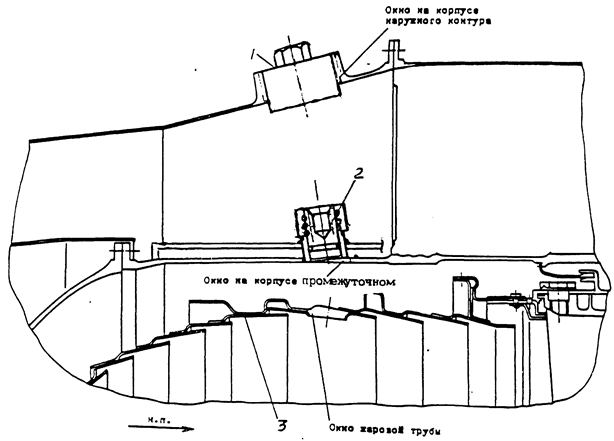
Расположение окон осмотра КС
|
Рисунок 2.5.7 - Окна осмотра КС
2.6 Ввод в строй двигателей, имеющих повреждения на лопатках газовоздушного тракта
2.6.1 Оценка повреждений и ввод в строп двигателей, имеющих повреждения на лопатках компрессора
2.6.1.1 Общие сведения.
2.6.1.1.1 Повреждения кромки пера лопатки (забоины, вмятины, загиб уголка) характеризуются размерами, указанными на рисунке 2.6.1.
2.6.1.1.2 Для принятия решения о допустимости повреждения и методах его устранения необходимы следующие сведения:
- сборочная единица (КНД, КВД);
- тип лопатки (рабочая, направляющая);
- номер ступени (I, II и т.д.);
- поврежденная кромка (входная, выходная);
- размер повреждения (L, l, h, d, D, a, b).
Глубина повреждения является определяющим размером при определении допустимости повреждения по таб. 1 и 2.
2.6.1.1.3 На основании объема сведений, указанных в пункте 2.6.1.1.2 определите по табл. 1 и 2 допустимость повреждения к дальнейшей эксплуатации или метод его устранения (зачистка, замена лопатки).
ПРИМЕР:
Ротор КНД, лопатка III ступени, входная кромка. Повреждение размером 25х5х1,5. По табл. 1 определяем: на входной кромке лопатки III ступени КНД в зоне 10мм до хвостовика допускаются забоины глубиной до 0,1мм без их выведения, а в зоне от торца до 10мм от хвостовика допускаются к зачистке забоины глубиной до 1,5мм. Таким образом, в нашем случае забоина размерами 25х5х1,5 подлежит зачистке.
2.6.1.1.4 Повреждения глубиной более 0,1мм в.зоне перехода пера к хвостовику на расстояниях, указанных в табл. 1 и 2, (...мм от хвостовика), а также на профильной части лопаток со стороны спинки и корыта, на торцах лопаток и в зонах сопряжения профильной части с антивибрационной полкой не допускаются, лопатки бракуются.
2.6.1.1.5 Повреждения до 0,1мм в корневых сечениях лопаток (переходная зона к хвостовику) допускаются только в виде смятий. Забоины с острыми гранями в виде надрезов, рисок в указанных местах не допускаются.
2.6.1.1.6 Трещины на лопатках компрессора не допускаются.
2.6.1.2 Допустимые повреждения лопаток компрессора.
2.6.1.2.1 Количество поврежденных рабочих лопаток и количество повреждений на лопатке глубиной не более 0,1мм не регламентируется.
2.6.1.2.2 Количество поврежденных лопаток направляющих аппаратов и количество повреждений на их одной лопатке не регламентируется.
2.6.1.2.3 Максимальные глубины повреждений на лопатках КНД и КВД, в пределах которых допускается не выводить повреждения, указаны в графе 4 табл. 1 и графе 5 табл. 2.
2.6.1.2.4 На одной ступени компрессора допускаются повреждения не более чем на пяти рабочих лопатках. На одной рабочей лопатке допускается не более трех повреждений.
2.6.1.3 Повреждения лопаток компрессора, допустимые к устранению
2.6.1.3.1 Максимальные глубины повреждений на лопатках КНД и КВД, в пределах которых допускается выведение этих повреждений. Указаны в графе 7 таблицы 2.
2.6.1.3.2 Забоины на границе зон допустимых значений оценивайте по зоне больших значений. Например: забоину глубиной 0,7мм, находящуюся на границе допустимых зон 0,5мм н 1,5мм, относите к зоне 1,5мм и считайте допустимой.
2.6.1.3.3 На одной ступени компрессора допускается выведение повреждений не более чем на 15 рабочих лопатках. На одной лопатке допускается выводить:
- не более трех повреждений I-IV ступенях КНД и I-II ступенях КВД;
- не более двух повреждений на III-IХ ступенях КВД.
2.6.1.3.4 Повреждения на одной лопатке, расположенные на входной и выходной кромках в одном сечении (разность размеров менее 15мм) к зачистке не допускаются, лопатка бракуется (рисунок 2.6.2).
2.6.1.3.5 Не допускается выводить повреждения на соседних стоиках ВНА КНД.
2.6.1.3.6 Допустимость выведения повреждений, попадающих на границы зон, оценивайте по зоне с большим допустимым повреждением, при этом повреждение с большей глубиной, переходящее по высоте пера более чем на 2h в зону с меньшей допустимой глубиной, выведению не подлежит, а лопатка бракуется.
ПРИМЕР:
Забоина размерами: L = 20мм, l = 5мм, h = 3мм располагается у границы зоны L = 20мм, с допустимыми повреждениями h = 3мм, переходящими в h = 2мм. Выводить забоину допускается, если удовлетворяется неравенство: L заб + l заб < L доп +2h заб. Рассматриваемая забоина подлежит выведению, так как 20+5 < 20+2х3, т.е. 25<26 удовлетворяет требованию неравенства.
2.6.1.4 Требования по устранению повреждений.
2.6.1.4.1 Зачистка пера выполняется выборкой материала или срезкой уголков (рисунок 2.6.2). Зачистка должна превышать глубину повреждения на 0,2-0.4мм. Выборка распространяется вдоль кромки пера в каждую сторону на размер в 3-6 раз больше, чем глубина повреждения. Глубина зачистки повреждений не должна превышать максимально допустимой глубины повреждения +0,6мм. Если при зачистке указанная глубина будет превышена, то лопатка бракуется.
2.6.1.4.2 На периферийных уголках рабочих лопаток разрешается выводить любые повреждения срезкой уголков с размерами, укладывающимися в зоны, согласно табл. 1.2.
2.6.1.4.3 После зачистки места повреждений должны быть проверены на отсутствие трещин:
- лопатки КВД, ВНА и I ступени КНД - с помощью лупы 4-кратпого увеличения;
- лопатки II, III, IV ступеней КНД - с помощью эндоскопа.
2.6.1.4.4 Лопатки с повреждениями, требующими при зачистке выборки материала в зонах, прилегающих к хвостовику и указанных в табл. 1,2 (...мм от хвостовика) к зачистке не допускаются и бракуются.
2.6.1.4.5 Работа по устранению повреждений на лопатках компрессора выполняется силами и средствами предприятия-изготовителя.
2.6.1.5 Требования к осмотру компрессора.
2.6.1.5.1 Незначительные повреждения глубиной до 0,1мм допускаются к дальнейшей эксплуатации без осмотра лопаток других ступеней.
2.6.1.5.2 При обнаружении повреждений глубиной более 0,1мм, но не превышающих величин, указанных в табл. 1 и 2, допускаемых без зачистки, произведите осмотр рабочих лопаток КВД: I, VI и IX ступеней. Если на рабочих лопатках этих ступеней нет повреждений, двигатель допускается к дальнейшей эксплуатации.
Таблица 1

