 2015-06-24
2015-06-24 1590
15907:00- начало смены
7:10-рабочий включает станок
7:15 обработка заготовки
9:00- отдых
9:20-рабочий включает станок
9:25-обработка заготовки
11:00-отдых
11:10-включает станок
11:15- обрабатывается заготовка
12:00-обед
13:00-включает станок
13:05-обработка заготовки
14:10-замена инструмента
14:30-запуск станка
14:35-обработка заготовки
15:45-уборка станка
16:00 -конец смены
Станок простаивал по причине машины 20 мин., по причине рабочего 40 мин.
Тр=40 мин., Тм=20 мин., Тсм.=480 мин.
Диаграмма зависимости рабочего времени смены и машинного времени станка представлена на рисунке 4.6.
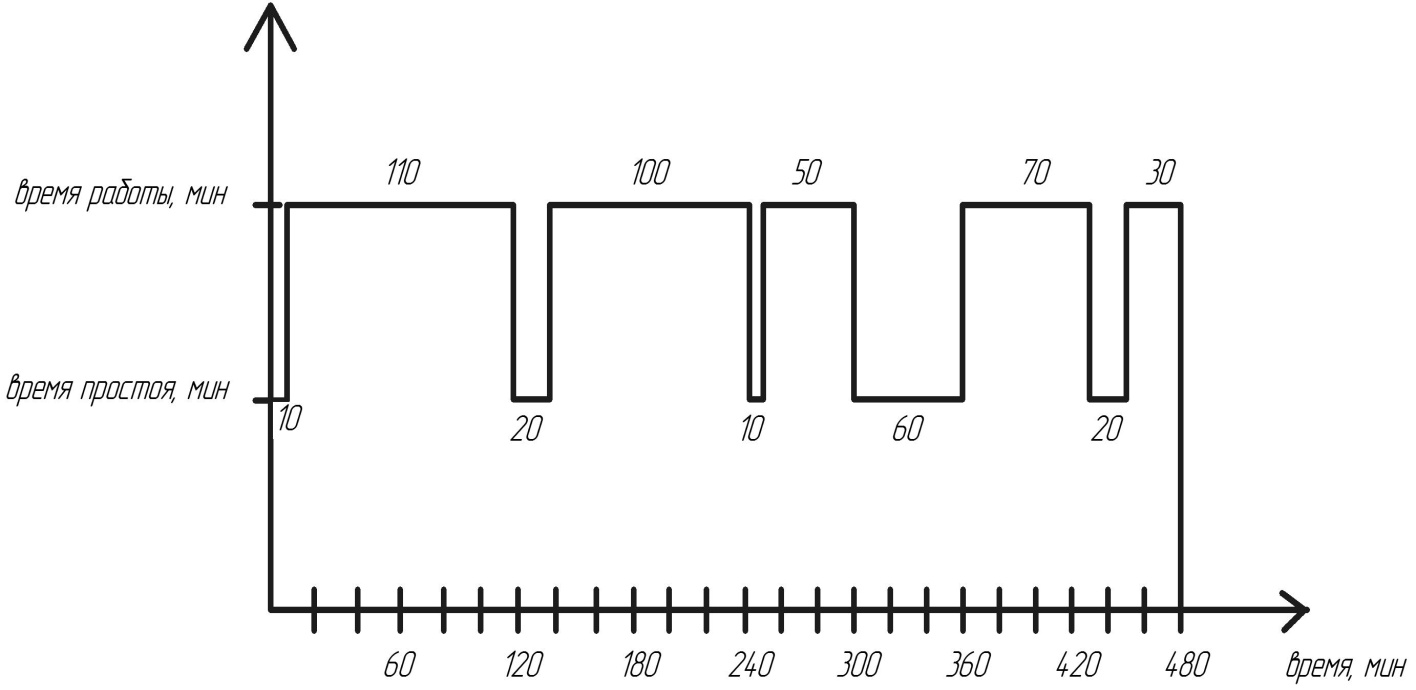
Рисунок 4.6 – Хронометраж рабочего времени смены и машинного времени станка
Определение размеров обрабатываемых материалов и установление их минимальных и максимальных размеров
Требования к заготовке обусловлены техническими параметрами станка:
а) ширина обрабатываемого материала:
наибольшая 250 мм;
наименьшая 10 мм;
б) толщина обрабатываемого материала:
наибольшая 100 мм;
наименьшая 10 мм;
в) наименьшая длина заготовки 450 мм.

