 2015-07-04
2015-07-04 1478
1478Фронт работ: 60 м. Продолжительность работы -1ч. 10 мин.
3.3.1. Организация работ.
Работы по временному восстановлению рельсовой плети выполняются под руководством дорожного мастера, бригадой монтеров пути из пяти чел. (в состав бригады входит неосвобожденный бригадир пути) и двух сигналистов.
Работы выполняются с ограждением места работ сигналами остановки.
Подготовительные работы.
На производственной базе заготавливается временный рельс с болтовыми отверстиями под 6-ти дырные накладки и грузится на платформу мотовоза.
5 монтеров пути (№1-5) торцовыми ключами подкрепляют гайки закладных болтов на расстоянии по 25 м в обе стороны от мест пропила до нормативной величины 18-20 кГм. Выборочно производится проверка динамометрическим ключом.
Готовятся к работе рельсорезный и рельсосверлильный станки, подносят накладки и стыковые болты. Временный рельс доставляется на место работ мотовозом одновременно со станками и электроагрегатом.
Основные работы, выполняемые в
«окно».
По указанию дорожного мастера 2 монтера пути (№1-2) производят вырезку куска рельса с дефектом, на концах плети просверливают болтовые отверстия. При необходимости пропуска поезда во время распиловки рель-
сорезный станок снимается, на место пропила устанавливаются 6-ти дырные накладки и стягиваются струбцинами. Скорость пропуска поезда - 25 км/ч.
3 монтера пути (№3-5) торцовыми ключами отвинчивают закладные болты между двумя пропилами, сдвигают пружинные клеммы в монтажное положение и меняют выпиленный кусок с дефектом на временный рельс устанавливают 6-ти дырные накладки и сболчивают стыки.
5 монтеров пути (№1-5) сдвигают пружинные клеммы в проектное положение, закрепляют закладные болты до нормативной величины 18-20 кГм с проверкой динамометрическим ключом.
После установки накладок, проверки пути по шаблону поезда пропускаются с установленной скоростью.
Мотовоз МПТ убирает с места работ вырезанную рельсовую рубку.
3.3.2. Перечень необходимых механизмов и путевого инструмента.
1. Мотовоз МПТ, шт................................................................. 1
2. Рельсорезный станок, шт................................................... 1
3. Рельсосверлильный станок, шт..................................................... 1
4. Электроагрегат АБ-4, шт................................................................. 1
5. Ключ гаечный, шт............................................................... 2
6. Ключ торцовый, шт........................................................................... 5
7. Ключ динамометрический, шт..................,................................... 1
8. Рулетка мерная, шт........................................................................... 3
9. Бородок, шт............................................................................ 1
10. Термометр рельсовый, шт................................................. 1
11. Шаблон ЦУП, шт............................................................................... 1
12. Аппаратура радиосвязи, компл...................................................... 1
3.3.3. При температуре рельсовой плети превышающей температуру ее закрепления, временное восстановление производят на закрытом для дви-
 |
жения перегоне (в «окно») или в технологическое время, предусмотренное в графике движения поездов.
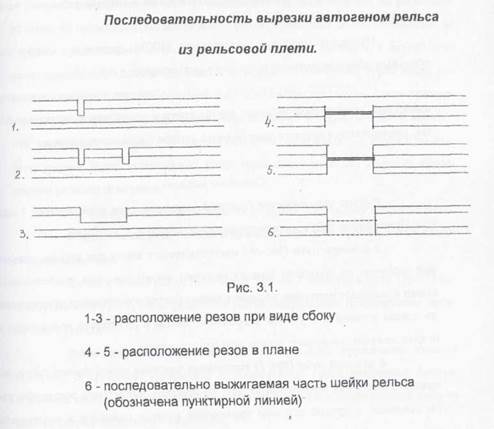
При такой температуре плети в ней действуют сжимающие силы, затрудняющие резание. В таких случаях рекомендуется сначала вырезать газовым резаком кусок рельса длиной 10-20 см в месте дефекта, а затем рельсо-резным станком обрезать концы плетей на требуемых расстояниях. Чтобы вырезаемый кусок рельса не зажимало при удлинении концов плетей и для обеспечения безопасности работающих, можно его вырезать постепенно. Порядок действий при постепенной вырезке показан на рис.3.1. Вначале по концам вырезаемого куска прорезают всю головку и шейку до половины высоты, затем часть рельса, находящуюся между двумя вертикальными прорезями, удаляют горизонтальным резом, после чего на той же длине 10-20 см вырезают две части подошвы но обе стороны шейки. Оставшуюся часть шейки постепенно выжигают посредством вертикальных перемещений резака до образования свободного зазора.
3.4. Окончательное восстановление рельсовой плети сваркой при tp = tзакр. ±_5°. Фронт работ - 55 м Продолжительность «окна» - 1 ч.50 мин.
3.4.1. Особые условия работ.
Для сварки рельсовой плети используется передвижная рельсосва-рочная машина ПРСМ с подвесной головкой К-355 А-1 или К-900.
На месте работ сварочная головка должна располагаться в сторону 1-го свариваемого стыка.
3.4.2. Организация работ.
Работы по окончательному восстановлению рельсовой плети сваркой подразделяются на подготовительные и основные и выполняются в следующей последовательности.
Подготовительные работы.
Подготовительные работы выполняются на производственной базе, рельсосварочном предприятии и на перегоне.
На производственной базе производится заготовка рельсовой вставки и погрузка ее на платформу мотовоза.
На рельсосварочном предприятии ПРСМ производит сварку контрольных образцов рельсовых стыков в соответствии с п.3.1.12.
На перегоне выгружаются и устанавливаются полушпалки с металлическими скользунами на месте изгиба плети и опробуются закладные болты, откапываются ящики в зоне сварных стыков и сдвигаются шпалы.
Основные работы.
Работы выполняются бригадой монтеров пути в количестве 7 чел. (см. Приложение №2) в «окно» продолжительностью 1 ч. 50 мин.
3 монтера пути (№1-№) подготавливают места для работы свароч
ной машины: на стыковых шпалах снимают закладные узлы, разболчивают стыки и снимают накладки, обрезают концы плетей с болтовыми отверстиями
до длины вставки и с учетом укорочения длины в результате оплавления и
осадки металла, зачищают концы рельсов под сварку.
4 монтера пути (№4-7) торцовыми ключами отвинчивают гайки за
кладных болтов на временном рельсе: со стороны выкантовки закладные уз
лы снимают, с другой стороны пружинные клеммы сдвигают в монтажное
положение.
7 монтеров пути (№1-7) меняют временный рельс на рельсовую вставку; пружинные клеммы сдвигают в проектное положение, устанавливают закладные узлы и наживляют гайки закладных болтов.
Сварочная головка ПРСМ устанавливается на первый стык и производится сварка стыка. После снятия грата и термообработки стык шлифуется по всему периметру грубой обработкой, а затем чистовой обработкой шлифуется поверхность катания головки рельса станком СЧР.
Дефектоскопист ультразвуковым аппаратом проверяет качество сварки. Прямолинейность рельса в месте сварки проверяется линейкой длиной 1 м (кривизна более 0,3 мм не допускается).
7 монтеров пути (№1-7) закрепляют закладные болты на рельсовой вставке, на примыкающем конце плети (45 м) закладные болты ослабляют: со стороны предстоящего изгиба плети закладные узлы снимают, с другой стороны пружинные клеммы сдвигают в монтажное положение, торец плети отводят в сторону, образуя забег стыков; освобожденную часть плети приподнимают и по металлическим скользунам изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, на кривых - в наружную сторону кривой. Изгиб заканчивают, когда торец плети совпадет с торцом приваренной рельсовой вставки.
ПРСМ продвигается по вставке и производит сварку второго стыка. Обработка сварного стыка и проверка качества производится аналогичным способом.
После 2-3 мин после окончания сварки 7 монтеров пути (№1-7) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия.
Закладные узлы устанавливаются на место, пружинные клеммы
сдвигают в проектное положение и завинчивают гайки закладных болтов,
стыковые шпалы восстанавливают, шпальные ящики в подрельсовой зоне на
местах сварки засыпаются балластом.
После проверки состояния пути, контроля усилия затяжки болтов динамометрическим ключом, устранения выявленных неисправностей участок работ открывается: для первых одного-двух поездов со скоростью не более 25 км/ч, последующих - определяет руководитель работ.
На этом окончательное восстановление рельсовой плети заканчивается.
3.4.3. Производственный состав.
Работы по окончательному восстановлению рельсовой плети сваркой выполняются бригадой монтеров пути в количестве 7 чел.
Командный и обслуживающий персонал состоит из 4 чел., в т.ч.
Дорожный мастер (руководитель работ)........ 1 чел.
Бригадир пути (неосвобожденный входит в
число монтеров пути) 1 чел.
Сигналист 2 чел.
дефектоскопией 1 чел.
Машинисты путевых машин всего 8 чел., в т.ч.:
Бригада ПРСМ 6 чел.
Мотовоза МПТ 2 чел.
Всего занято в работе 19 чел.
3.4.4. Перечень необходимых механизмов и путевого инструмента.
1. Рельсосварочная машина ПРСМ, шт. 1
2. Мотовоз МПТ, шт. 1
3. Электроагрегат АБ-4, шт. 1
4. Рельсошлифовальный станок (для обработки 1
сварного стыка), шт.
5. Рельсошлифовальный станок СЧР (для чисто- 1
вой обработки сварного стыка), шт.
6. Рельсорезный станок, шт. 1
7. Ключ гаечный, шт. 3
8. Ключ торцовый, шт. 7
9. Ключ динамометрический, шт. 1
10. Вилы щебеночные, шт. 3
11. Лом остроконечный, шт. - 7
12. Рулетка мерная, шт. 1
13. Термометр рельсовый, шт. 1
14. Дефектоскоп ультразвуковой, шт. 1
15. Шаблон ЦУП, шт. 1
16. Линейка металлическая, шт. 1
17. Аппаратура радиосвязи, комгш. 1
3.5. Ведомость затрат труда по техническим нормам (Технологический процесс №1)
| п./п. | Наименование работ | Едини ца измерения | Количество | Техническая норма на измеритель | Затраты труда в чел-мин | Число рабочих, чел. | Продолжи тельность работы, мин | Примечание | |||||
| затрат труда, чел- мин | времени на работу машин, маш-мин | на работу | с учетом коэффициента | рабо-чих | ма-шин | ||||||||
| б | |||||||||||||
| 1. 2. 3. 4. | 3.5.1. Подготовительные работы. На базе: Заготовка рельсовой вставки Заготовка временного рельса Сверление болтовых отверстий погрузка на платформу: - рельсовой вставки - временного рельса | рельс -«- отв. рельс -«- | 1 1 4 1 1 | 43,46 43,46 12,96 3,42 3,42 | 21,73 21,73 6,48 1,14 1,14 | 43 43 | 47 47 56 | ||||||
| Итого: | чел-мин | ||||||||||||
| 1. 2. | 3.5.2. В релъсосварочном предприятии: Сварка контрольных образцов машиной ПРСМ: - зачистка контактных поверхностной под сварку - шлифовка стыка грубая - шлифовка стыка чистовая Проверка качества сварки дефектоскопом | стык нити -«- -«- -«- | 10,72 14,61 10,72 2,5 | 5,36 7,305 5,36 - | 21 29 | 23 31 23 | ||||||||
| 1. 2. 3. | Итого: 3.5.3. 1-ый этап Краткосрочное восстановление Очистка шейки рельса от грязи на месте дефекта. Установка 6-ти дырных накладок на дефектное место. Постановка и закрепление стяжных струбцин. | чел-мин м нити накладка струбцина | 1,0 | 2,86 0,643 1,7 | - - - |
|  | - | 4 м.п. (№1-4) | |||||
| Итого: | чел-мин |

| 3.5.4. 2-ой этап. | |||||||||||
| 1. | Временное восстановление. Подготовительные работы. Доставка мотовозом МПТ вре- менного рельса и выгрузка на месте работ. | ||||||||||
| рельс | 1,82 | 0,91 | _ | 2 маш. | |||||||
| 2. | Подкрепление гаек закладных болтов (50 м) | закл. болт | 0,215 | - | 5 м.п. | ||||||
| Основные работы в «окно». |  | ||||||||||
| 1. | Выпиливание дефектного места. | рез. | 43,46 | 21,73 | - | 2 м.п. | |||||
| 2. | Сверление болтовых отверстий на концах плети (под 6-ти дыр- ную накладку) | ||||||||||
| болт. | |||||||||||
| отвер. | 12,96 | 6,48 | |||||||||
| 3. | Отвинчивание и снятие гаек за- |  | - | 3 м.п. | |||||||
| кладных болтов (1-10 м). | болт | 0,67 | - | ||||||||
| 4. | Сдвижка пружинных клемм в | ||||||||||
| монтажное положение. | клемма | 0,17 | - | ||||||||
| 5. | Снятие с пути вырезанного куска плети. | рельс | 2,28 | 1,14 |  |
| 6. | Укладка в путь временного | - | 3 м.п. | ||||||||
| рельса. | рельс | 2,28 | 1,14 | ||||||||
| 7. | Установка 6-ти дырных накладок и сболчивание стыков. | стык нити | 10,05 | - |  29 29 | - | |||||
| 8. | Сдвижка пружинных клемм в | 5 м.п. | |||||||||
| проектное положение. | клемма | 0,23 | - | ||||||||
| 9. | Завинчивание гаек закладных | ||||||||||
| болтов. | болт | 0,64 | - | ||||||||
| 10. | Погрузка на платформу дефект- | рельс | 2,28 | 1,14 | 2 | - | 2 маш. | ||||
| ной части плети. | |||||||||||
| Итого: 3.5.5. 3 этап Окончательное восстановление рельсовой плети. | чел-мин | ||||||||||
| Подготовительные работы на перегоне. | |||||||||||
| 1. | Доставка к месту работ мотовозом МПТ: рельсовой вставки | шт. | 3,64 | 0,91 | 2 м.п., 2 маш. |
| 2. | Опробование и смазка закладных болтов на фронте работ(l=55 м) | закл. болт | 0,586 | - | - | 4 м.п. | |||||
| Подготовка мест сварки: | |||||||||||
| 3. | Вырезка балласта из шпальных ящиков | шп.ящ. | 1,4 | 15,4 |  8 8 | - | 4м.п. | ||||
| 4. | Сдвижка шпал в зоне сварки | шпала | 6,56 | - | |||||||
| Итого: | чел- | ||||||||||
| мин | |||||||||||
| Основные работы | |||||||||||
| 1. | Отвинчивание гаек и снятие за- кладных болтов на стыковых шпалах | ||||||||||
| закл. болт |  | - | 3 м.п. | ||||||||
| 0,663 | _ | ||||||||||
| 2. | Разболчивание стыков | болт | 1,5 | - | |||||||
| 3. | Снятие накладок | накл. | 0,611 | - | |||||||
| 4. | Обрезка концов плетей рельсо-резным станком и зачистка под варку | конец рельса | 10,16 | 5,08 | - | 2 м.п. |
| 5. | Отвинчивание гаек закладных болтов и сдвижка пружинных клемм в монтажное положение на временном рельсе. | ||||||||||
| закл. | |||||||||||
| болт | 0,805 | - | - | ||||||||
| 6. | Сдвижка с временного рельса с |  | - | 7 м.п. | |||||||
| выкантовкой на обочину | рельс | - | |||||||||
| 7. | Надвижка рельсовой вставки и выведение конца плети за пре- делы подкладок. | ||||||||||
| рельс | 14,2 | - | |||||||||
| 8. | Постановка пружинных клемм на рельсовой вставке в проект- ное положение и наживление га- ек закладных болтов. | ||||||||||
| закл. | |||||||||||
| болт | 0,23 | - | |||||||||
| 9. | Приведение машины ПРСМ в | приве- | |||||||||
| рабочее положение | дение | 52,8 | 8,8 | - | 6 маш. | ||||||
| 10. | Сварка рельсовых стыков ма- | ||||||||||
| шиной ПРСМ | |||||||||||
| - сварка, оплавление, осадка, удаление грата | стык нити | 21,96 | 3,66 | - | 6 маш. |
| - шлифовка грубая, чистовая с проверкой прямолинейности - проверка качества сварки | стык нити -«- | 76,02 2,5 | 12,67 | - | 1 деф. | ||||||
| 11. | Восстановление места сварки: | ||||||||||
| - засыпка балластом шпального |  | ||||||||||
| ящика в местах сварки | шп.ящ | 3,28 | - | 7м.п. | |||||||
| - сдвижка шпал | шпала | 6,56 | - | 16. | |||||||
| - постановка закладных узлов и | |||||||||||
| завинчивание гаек на стыковых | закл. | ||||||||||
| шпалах | болт | 0,87 | - | ||||||||
| 12. | Завинчивание гаек закладных | закл. | |||||||||
| болтов рельсовой вставки | болт | 0,64 | - | ||||||||
| 13. | Снятие закладных сборок со | закл. | |||||||||
| стороны изгиба плети (45 м) | болт | 0,663 | - | ||||||||
| 14. 15. | Ослабление закладных болтов и сдвижка пружинных клемм в монтажное положение (противоположная сторона изгиба) Горизонтальный изгиб плети до | закл. болт м пле- | 0,805 | - | |||||||
| совмещения торцов рельсов | ти | 0,5 | - |
| 16. | 'Сварка рельсовых стыков ма- | ||||||||||
| шиной ПРСМ: | |||||||||||
| - сварка, оплавление, осадка, | стык | ||||||||||
| удаление грата | нити | 21,96 | 3,66 |  28 28 | - | 6 маш. | |||||
| - шлифовка, грубая, чистовая | -«- | 76,02 | 12,67 | ||||||||
| - проверка качества сварки | -«- | 2,5 | - | - | 1 деф. | ||||||
| 17. | Горизонтальное выпрямление | м пле- | |||||||||
| оставшейся части изгиба | ти | 0,5 | - | - | |||||||
| 18. | Восстановление места сварки: | ||||||||||
| - засыпка балластом шпальных | пш. |  | |||||||||
| ящиков в местах сварки | ящик | 3,28 | - | - | 7 м.п. | ||||||
| - сдвижка шпал | шпала | 6,56 | - | ||||||||
| - постановка закладных узлов и | закл. | ||||||||||
| завинчивание гаек | болт | 0,87 | - | ||||||||
| 19. | Постановка закладных сборок в | ||||||||||
| проектное положение и завин- | |||||||||||
| чивание гаек (со стороны изги- | закл. | ||||||||||
| ба) | болт | 0,87 | - |
 29
29
| И | |||||||||||
| 20. | Сдвижка клемм в проектное по- | - | 47 м.п. | ||||||||
| ложение и завинчивание гаек (с | |||||||||||
| противоположной стороны из- | закл. | ||||||||||
| гиба) | болт | 0,64 | - | ||||||||
| Итого с учетом подготовитель- | чел- | ||||||||||
| ных работ: | мин | ||||||||||
| Итого по 1 этапу | -«- | ||||||||||
| Итого по 2 этапу | -«- | ||||||||||
| Итого по 3 этапу | -«- |

