 2015-07-21
2015-07-21 4932
4932Если Pi pв =0, событие находится на критическом пути.
Критический путь слагается из работ с максимальной продолжительностью. Он может быть оптимизирован за счет перераспределения ресурсов и сокращения сроков выполнения работ, находящихся на критическом пути.
Пример построения сетевой модели приведен на рис. 2, исходные данные - в следующей таблице:
| Содержание работы | Код Работы | Продолжительность работы, дни |
| Оценка и выбор способа проведения эксперимента | 1-2 | |
| Разработка технического задания | 1-3 | |
| Расчеты по аппаратурному оформлению эксперимента | 1-4 | |
| Выбор исходного сырья и материалов | 2-4 | |
| Определение состава энергоносителей | 3-4 | |
| Расчет параметров технологического процесса | 2-6 | |
| Проектирование аппаратуры для эксперимента | 4-6 | |
| Приемка и наладка аппаратуры | 4-5 | |
| Проведение эксперимента | 3-5 | |
| Оценка параметров процесса | 6-7 | |
| Оценка физико-химического состава продукта | 4-7 | |
| Разработка технологического регламента | 5-7 |
По приведенным данным построим сетевой график и произведем оптимизацию сетевой модели с целью сокращения длительности выполнения работ по технической подготовке производства.
Рис.2 Сетевой график организации работ по технической подготовке производства
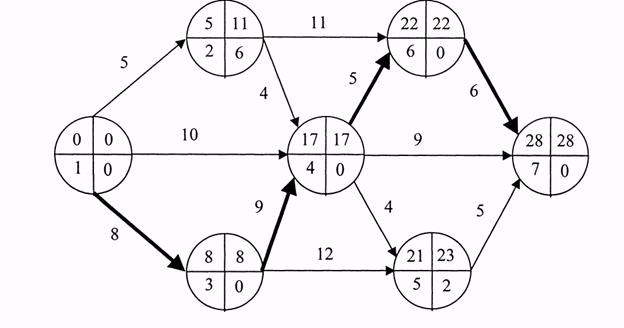
Пояснения к расчету параметров сетевого графика.
При определении раннего срока свершения события № 4 (TPJ=4) вычисляются все варианты продолжительности выполнения работ, предшествующих данному событию: tpj = 5+4 = 9 дней; tpj = 10 дней; tpj = 8+9=17 дней;
и принимается максимальная продолжительность - 17 дней.
При определении раннего срока свершения событий № 5, 6 и 7 также вычисляются все варианты продолжительности выполнения работ; в расчет принимается максимальная величина.
Поздний срок свершения конечного события (№ 7) равен раннему сроку:

Поздний срок свершения каждого следующего события определяется сокращением предыдущего события на его продолжительность: 
Как видно из графика, критический путь составляют работы, у которых отсутствуют резервы времени (коды работ: 1-3, 3-4, 4-6, и 6-7). Длина критического пути: 8+9+5+6 = 28 дней.
При этом есть отдельные этапы работ, которые имеют резерв времени
 В процессе оптимизации сетевого графика следует сократить продолжительность отдельных работ, находящихся на критическом пути, за счет увеличения продолжительности тех работ, которые имеют резервы времени.
В процессе оптимизации сетевого графика следует сократить продолжительность отдельных работ, находящихся на критическом пути, за счет увеличения продолжительности тех работ, которые имеют резервы времени.
В нашем примере сократим продолжительность работы с 8-ми до 6-ти дней (код работы 1-3), с 9-ти до 7-ми дней (код работы 3-4), т.е. на 4 дня. При этом увеличим срок выполнения работы с 5-ти до 7-ми дней (код работы 1-2), с 4-х до 6-ти дней (код работы 4-5). По данным новой сетевой модели можно увидеть, что общая продолжительность работ составит 24 дня, т.е. сократится на 4 дня по сравнению с первоначальным графиком работы. Произойдет оптимальное перераспределение работ во времени, резервы времени будут иметь нулевые значения.
Сетевой график после оптимизации представлен ниже (рис.3).
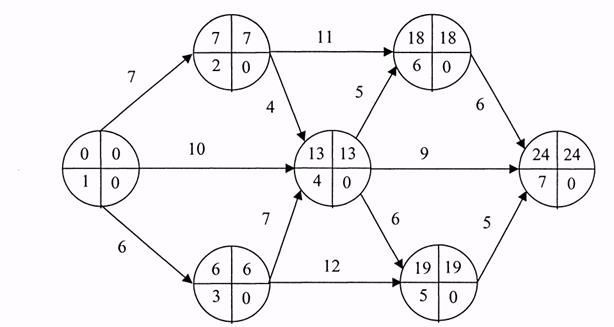
Рис.3 Усовершенствованный сетевой график организации работ по технической подготовке производства
На основе сетевого планирования (аналогично приведенному примеру) оптимизируется не только продолжительность выполнения работ, но также все виды материальных, трудовых, финансовых ресурсов, используемых в технической подготовке производства.
Для осуществления сетевого моделирования рекомендуется использовать программный продукт, посредством которого проводится многовариантный анализ различных решений по изменению технологической последовательности работ, распределению ресурсов с целью более эффективного их использования.
Задание (КЕЙС) 5. Построить сетевой график по комплексу работ, связанных с организацией экспериментального производства нового прибора. Рассчитать параметры сетевого графика и произвести его оптимизацию, используя приведенные данные:
| Содержание работы | Код работы | Продолжительность работы, дн. |
| Разработка технических условий на прибор | 1-2 | |
| Разработка конструкции прибора | 1-3 | |
| Определение поставщиков узлов | 2-3 | |
| Оформление заказа на покупные узлы | 2-4 | |
| Разработка чертежей | 2-5 | |
| Приемка узлов | 3-5 | |
| Разработка технологии изготовления нового прибора | 5-6 | |
| Проектирование модели | 4-6 | |
| Изготовление опытного образца | 6-7 | |
| Испытание опытного образца | 7-8 | |
| Корректировка параметров модели | 6-8 | |
| Изготовление модели прибора | 8-9 |
Задание (КЕЙС) 6. Составить и оптимизировать сетевой график технической подготовки производства нового автомобиля. Перечень работ по выполнению ТПП представлен в следующей таблице.
| Содержание работы | Код работы | Продолжительность работы, недель |
| Разработка технического задания и составление эскизного проекта | 1-2 | |
| Разработка технического проекта двигателя | 1-3 | |
| Разработка технического проекта карбюратора | 1-4 | |
| Разработка технического проекта системы выхлопа | 2-5 | |
| Составление рабочего проекта двигателя | 2-8 | |
| Составление рабочего проекта карбюратора | 3-6 | |
| Составление рабочего проекта системы выхлопа | 3-9 | |
| Составление проекта оснастки двигателя | 4-7 | |
| Составление проекта оснастки карбюратора | 4-10 | |
| Составление проекта оснастки системы выхлопа | 10-13 | |
| Изготовление оснастки двигателя | 13-16 | |
| Изготовление оснастки карбюратора Изготовление оснастки двигателя Изготовление оснастки системы выхлопа Изготовление опытного образца двигателя Изготовление опытного образца карбюратора Изготовление опытного образца системы выхлопа Сборка опытного образца автомобиля Испытание опытного образца автомобиля Внесение изменение по результатам испытаний | 7-16 9-12 6-15 12-15 15-17 8-11 5-14 11-14 14-17 15-17 16-17 17-18 18-19 | |
| Освоение массового производства | 19-20 |
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА К ВЫПУСКУ НОВОЙ ПРОДУКЦИИ.
В соответствии с практикой международной статистики разработка новых технологий и их экспериментальная проверка входят в состав НИОКР. Однако в состав технологической подготовки производства входят еще организационная работа по нормированию потребности в различных видах ресурсов, разработка методов организации производства и труда, капитальное строительство (инвестиционная деятельность), которые требуют в 3—10 раз больше затрат, чем НИОКР. Поэтому тему по технологической подготовке производства целесообразно рассматривать самостоятельно.
Современный этап научно-технического прогресса характеризуется технологической революцией, связанной с переходом от преимущественно механической обработки предметов труда к комплексному использованию многообразных сложных форм движения материи, особенно физических, химических, биологических процессов. Технология определяет не только порядок выполнения операций, но и выбор предметов труда, средств воздействия на них, оснащение производства оборудованием, приспособлениями, инструментом и средствами контроля, способы сочетания личностного и вещественных элементов производства во времени и пространстве, содержание труда и т.д. Освоение принципиально новых технологий — одновременно и следствие, и предпосылка эффективного использования новых средств и предметов труда. Причины этого следующие.
1. Речь идет о переходе от дискретных (прерывных) многооперационных процессов, которые могут развиваться лишь по направлению все большего дробления операций, а, следовательно, увеличения их монотонности, непривлекательности, к малооперационным производственным процессам.
2. Механическая обработка предметов труда уступает место непрерывным процессам: вибрационной обработке, порошковой металлургии, точной пластической деформации, точному литью по выплавляемым моделям, центробежному, под давлением, штамповке и т. д.
3. Начинается переход к замкнутым технологическим схемам с полной переработкой полупродуктов (безотходная технология).
4. В технологии все чаще используются экстремальные условия: сверхнизкие и сверхвысокие температуры и давление, глубокий вакуум, импульсно-взрывные методы, ядерное излучение и др. Плазменная технология используется для получения новых материалов, изменения их состава и свойств, радиация — для модификации полимеров в кабелях и электроизоляции.
5. Новая технология, как правило, связана с использованием электроэнергии не только как двигательной силы, но и для непосредственной обработки предметов труда — электрохимических, электрофизических (лазерная, электроискровая, электроимпульсная, электроконтактная), токов высокой частоты. Электронные пучки высокой энергии используются для повышения термопрочности материалов, покраски без растворителей, мгновенной полимеризации, дезинфекции сточных вод и т. д. Лазерная технология используется для сварки, резки, термообработки, упрочнения деталей, прошивки отверстий, бесконтактного контроля и т.д.
6. Для новейшей технологии характерна большая универсальность, связанная с переходом от многообразных машин с подвижными механическими агрегатами к унифицированным аппаратам, использованию электричества в качестве универсального посредника при обработке материалов.
7. Новые технологии зачастую носят межотраслевой характер. Так, и в металлургии, и в машиностроении используются пластическая деформация, жесткая штамповка или прокат шестерен, осей, валов, шаров, втулок, роликов, сверл, винтов и других метизов.
Самая массовая промышленная технология эпохи научно-технической революции — планарная. С ее помощью производятся многочисленные транзисторы для логических и запоминающих устройств — оптических, магнитных, акустических, твердотельных в составе интегральных схем, а также датчики для различных физических сигналов. Физико-химические процессы (фотолитография, получение пленок и т. д.) заменяют механическую обработку. Это позволяет формировать на одной плоскости тысячи и десятки тысяч идентичных приборов, проектировать с использованием ЭВМ и затем создавать микропроцессоры и другие изделия с самой сложной структурой.
На промышленных предприятиях с высоким уровнем научно-технического потенциала имеется около 200 высоких малооперационных базовых технологий, базирующихся на фундаментальных научных открытиях и обеспечивающих резкое снижение удельных затрат ресурсов, коренное повышение качества выпускаемой продукции, комплексную автоматизацию производства, экологическую чистоту. Единичные машины уступают место технологическим комплексам, выполняющим весь производственный цикл. Новая технология остается прогрессивной гораздо дольше, чем оборудование, и продукция стареет медленнее. Поэтому инвестиции в нее окупаются быстрее. Классификация технологий представлена в табл. 1. По аналогии с кодированием инноваций технологии можно кодировать, что позволит автоматизировать процесс их учета, поиска, идентификации и патентования.
Таблица 1








