 2015-07-14
2015-07-14 3211
3211Технические требования, предъявляемые к сборке маховиков и шкивов, заключаются в обеспечении надёжной их посадки на валы без перекосов и соблюдение допусков радиального и торцового биения. Наиболее распостранены следующие способы закрепления маховиков и шкивов на валах:
1. на конусе и шпонке;
2. на цилиндрической шейке и призматической шпонке;
3. на цилиндрической шейке и клиновой шпонке;
4. на фланце вала болтами.
В первом случае сначала контролируют конус вала на биение. Затем проверяют прилегание конуса вала к отверстию на краску. При неравномерном распределении отпечатков краски в отверстии производят операцию пригонки по конусу вала или эталонным притиром. После пригонки устанавливают и запрессовывают шпонку в шпоночный паз на конусе вала, а затем напрессовывают маховик или шкив на вал одним из существующих способов.
Во втором случае маховик или шкив базируется на цилиндрической поверхности вала с небольшим натягом с помощью специального приспособления. В этом случае вал устанавливают в приспособление, устанавливают и запрессовывают шпонку в шпоночный паз вала. Затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления (рис. 85).
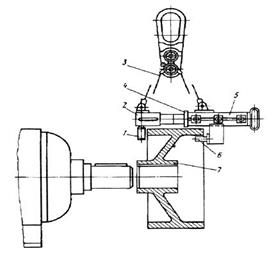
Рис. 85
В серийном и массовом производстве при сборке маховиков и шкивов с валами применяют специальные приспособления с пневмо- и гидроприводом, переносные пневмогидравлические скобы и специальные стационарные прессы (рис. 86).
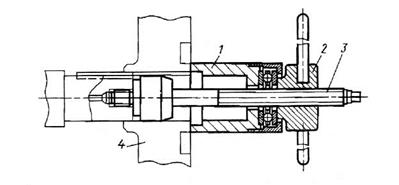
Рис. 86
Для посадки крупных шкивов или маховиков на вал применяют гидропрессовой способ сборки.
В третьем случае вал устанавливают в приспособление, затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления, после чего устанавливают и запрессовывают шпонку в шпоночный паз вала и маховика. Запрессовку производят молотком.
При фланцевом креплении маховика его центрируют по цилиндрической поверхности фланца, который входит в выточку по посадке Н7/R 6, и закрепляют винтами, входящими в отверстие фланца с допуском Н7/r 6, а в отверстие маховика с небольшим зазором (0,04..0,1мм). Ступица маховика должна плотно прилегать к торцу фланца вала. Местные зазоры в стыке должны быть не более 0,05мм.
После закрепления маховика или шкива на валу проверяют их радиальное и торцовое биения. Вал при этом устанавливают в центрах, на призмах или на подшипниках, если он уложен в корпус. Маховики и шкивы при этом должны быть предварительно отбалансированы в соответствии с техническими требованиями. В быстроходных передачах валы в сборе подвергают повторной (контрольной) балансировке.
Допустимое биение маховиков зависит от конструктивных требований.
Порядок установки шкивов и маховиков на валы аналогичен. Различие заключается в контроле положения нескольких шкивов ременной передачи. Для нормальной работы ременной передачи необходимо, чтобы торцевые поверхности обоих шкивов совмещались, что возможно только при взаимной параллельности осей их валов. При расстоянии между валами до 1,5м такую проверку производят с помощью металлической линейки. Когда межосевое расстояние превышает 1.5-2м, пользуются отвесом и струной.
В условиях крупносерийного и массового производства маховики и шкивы с валами целесообразно собирать на поточных механизированных или полуавтоматических линиях. Коленчатые валы подвешивают вверх фланцами в вертикальном положении на направляющих каркаса линии. Механизированный накопитель карусельного типа служит для приема, накопления и выдачи валов на первую (загрузочную) позицию. На второй позиции осуществляется запрессовка подшипников в хвостовик вала с помощью пресса с механизмом поштучной выдачи подшипников. На третьей позиции имеются манипулятор для установки маховика и механизм запрессовки четырех болтов крепления маховика. Четвертая позиция является резервной.
На пятой позиции четырехшпиндельный гайковерт обеспечивает тарированную затяжку гаек. Проверку биения маховика относительно оси вала, зафиксированного по крайним коренным шейкам, осуществляют на шестой позиции. На следующей позиции на маховик устанавливают ведомый и наживной диски сцепления, а так же наживляют шесть болтов для их крепления. А восьмой позиции болты затягивают с помощью шестишпиндельного пневмогайковерта. Девятая позиция служит для подачи собранного вала в манипулятор выгрузки, который разворачивает вал в горизонтальное положение.








