2015-07-14
2015-07-14 714
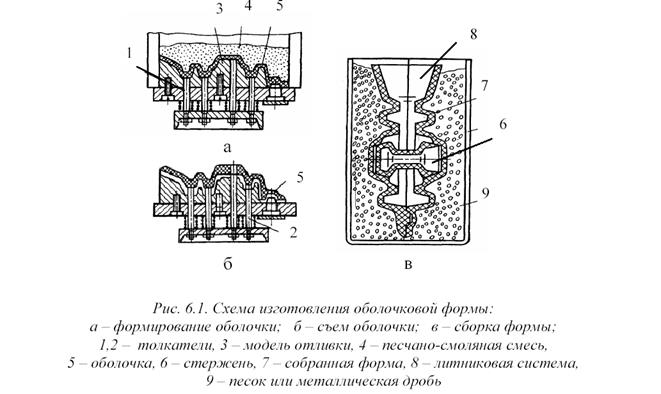
714Схема технологического процесса представлена на рис. 6.1. Формовочной смесью являются кварцевый песок и термореактивные смолы (4... 7 % пульвербакелита или карбамида). Металлические модельные плиты, состоящие из половинки модели и основания, нагреваются до 200... 250 °С. На них насыпают формовочную смесь. При выдержке 10... 30 сек. образуется полутвердая оболочка толщиной 5...20 мм. Незатвердевшая смесь при повороте модельной плиты на 180° ссыпается в бункер. Окончательное твердение оболочки производят в печи при t = 300... 350 °С в течение 1 … 1,5 мин. Перед заливкой оболочки верхней и нижних полуформ соединяются и заформовываются в опоках с засыпкой их металлической дробью или кварцевым песком. Масса отливок –0,25... 100 кг. Данный способ литья применяется в крупносерийном или массовом производстве, т. к. процесс легко поддаётся механизации и автоматизации. Метод обладает высокой производительностью, обеспечивает точность и качество поверхности существенно лучшие, чем при литье в ПГФ. Толщина стенки отливки 3…15 мм, снижение брака в 1,5... 2 раза по сравнению с литьём в ПГФ формы. Недостаток: высокая стоимость смоляных смесей.