 2015-08-21
2015-08-21 393
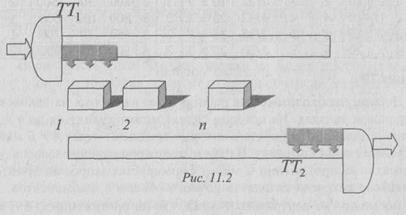
393В цеху машиностроительного завода есть п станков одного типа, на которых обрабатываются узлы больших размеров. Запросы на обработку узлов станками образуют пуассоновский поток с параметром λ. Поступившие узлы ставятся на свободный ближайший станок одной из m1 транспортных тележек группы ТТ1 и снимаются со станка после обработки на нем одной из т2 транспортных тележек группы ТТ2.
В начальный момент времени все тележки первой группы находятся около первого станка, а все тележки второй группы - на складе, куда они доставляют готовые узлы. После транспортирования узла к станку тележки первой группы возвращаются к первому станку (рис. 11.2).
Время, на протяжении которого будет занята тележка первой группы, состоит из времени T1 транспортирования узла к свободному станку и времени Т2 возврата тележки на свободную позицию. Время, на протяжении которого будет занята тележка второй группы, состоит из времени Т2 подъезда тележки к станку, который обработал узел, и времени T1 транспортирования готового узла к месту складирования. Величины T1 и T2 определяются так:
T1= (i+1) t1+t0,
T2= (i +1) t2+t0,
где i -номер станка, на котором деталь обрабатывается.
Времена обработки узлов на станках - нормально распределенные случайные величины с параметрами m и а. Каждый готовый узел дает прибыль d1 единиц стоимости, затраты на содержание одной тележки составляют d2 единиц стоимости в час.
Определить оптимальное количество транспортных тележек.
Выполнить анализ экономической целесообразности разных вариантов закрепления тележек за станками.
Варианты заданий приведены в табл. 11.21.
Таблица 11.21
| Вариант | Параметры | ||||||||||
| п | m1 | т2 | λ | t0 | t1 | t2 | т | σ | d1 | d2 | |
| 1/22 | 10±1 | ||||||||||
| 1/43 | 20 ±2 | ||||||||||
| 1/33 | 15 ±2 | ||||||||||
| 1/30 | 20 ±3 |








