 2015-08-21
2015-08-21 3788
3788Подготовленное мясное и растительное сырье в период фасования и укупоривания не подвергается тепловому воздействию. При этом создаются благоприятные условия для развития микроорганизмов. Соблюдение правил и регламентов проведения операций этого периода в значительной мере обеспечивает качество и безопасность консервов.
Фасование. Фасованием называют операцию наполнения потребительской тары содержимым консервов.
Подготовка тары. Особое внимание при фасовании уделяют подготовке потребительской тары для предупреждения негерметичности, попадания посторонних включений, снижения уровня микробного обсеменения.
При поступлении на консервный завод проверяют качество каждой партии тары на соответствие требованиям нормативной документации и осуществляют её санитарную обработку.
Жестяную тару осматривают для отбраковки банок с вмятинами, нарушенной отбортовкой, ржавчиной и другими дефектами; обмеряют и проверяют на герметичность. Для снижения микробиального обсеменения и удаления загрязнений банки моют горячей водой температурой не ниже 60 °С, ошпаривают острым паром и направляют на фасование в перевернутом виде на внутрицеховых транспортных конвейерах или самотеком.
Стеклянную тару перед подачей на фасование тщательно осматривают (оборотную тару замачивают) и моют в машинах с применением моющих средств, а затем ошпаривают острым паром. Металлические крышки, предназначенные для укупорки стеклянной тары, шпарят кипящей водой
2 - 3 мин.
Полимерные банки и крышки моют 0,5 %-ным раствором кальцинированной соды температурой 50 – 60 °С в течение 2 мин, а затем промывают проточной водой и сушат в струе теплого воздуха.
Мойка должна обеспечивать удаление не менее 99 % микроорганизмов; остаточная микробиальная обсемененность внутри вымытых банок не должна превышать 500 клеток.
Санитарную обработку жестяной и стеклянной тары и последующее обсушивание производят на специальных устройствах конвейерного типа, которые состоят из секций мойки (замачивания), шпарки, ополаскивания и подсушивания.
Подготовка тары производится в отдельном технологическом цехе.
При транспортировании и санитарной обработке тары допускаются потери банок и крышек до 0,01 % жестяной, 0,1 % алюминиевой, 0,1 % полимерной и 6 % стеклянной тары.
Укладка компонентов. При фасовании соблюдают правильность укладки компонентов, соотношение их в банке, массу содержимого, а также принимают меры, предупреждающие попадание посторонних предметов.
В зависимости от вида полуфабриката фасование может производится разными способами. Однородные консервы – фаршевые, паштетные фасуют с помощью так называемых объёмных наполнителей – мерных сосудов, внутренний объём которых соответствует подаваемой в тару дозе продукта.
Если консервы состоят из твердых и жидких компонентов, то мясную часть и гарниры фасуют вручную или с помощью машинных устройств, а жидкую – бульоны, соусы, жир – дозируют с помощью наполнительных цилиндров до постоянного уровня. В этих устройствах роль ёмкостей, отмеривающих необходимую порцию выполняет сама заполняемая тара. Для банки каждого размера и вида консервов установлены нормы массы укладываемого мяса, гарнира и жидкой части. Несоблюдение соотношений между твердой фазой и заливкой при дальнейшей обработке вызывает негативные последствия.
При производстве натуральных консервов мясо, нарезанное на куски, фасуют машинным способом, для чего широко используют автоматические дозаторы типа АДМ и В2-ФНА.
Для фасования колбасного фарша и паштетной массы используют шприцы – дозаторы «Идеал» и САМ – 80 с Г-образной изогнутой цевкой. Применение автоматов для порционирования и наполнения консервных банок не только освобождает рабочих, но и обеспечивает меньшую обсемененность закатываемого в банку сырья.
При фасовании составные части консервов укладывают и заливают в определенном порядке в соответствии с рецептурой. Обычно вначале укладывают лавровый лист, соль, специи, затем жир и в последнюю очередь мясо, которое заливают бульоном или соусом. Соль и молотый перец предварительно смешивают в соответствии с рецептурой и фасуют дозировочно-фасовочными устройствами.
При выработке мясных консервов, содержащих желе (ветчина, колбасный фарш, паштеты) на дно и под крышку жестяных банок кладут пергаментные кружочки для уменьшения контакта продукта с жестью.
Вручную фасуют такие консервы, как языковые, ветчинные, сосиски, консервы из птицы и кроликов и др. при ручном фасовании содержимое закладывают в тару на конвейерах, где установлены весы для контроля массы продукта и закаточные машины (рис. 20. 11).
Для предупреждения негерметичности банок на их бортах после фасования не должно оставаться частиц тканей мяса или других компонентов.
Наполненные взвешенные банки по конвейеру подают на закатку.
Эксгаустирование и герметизация банок. Сущность процесса закатки состоит в герметическом присоединении крышки к корпусу тары. Цель герметизации состоит в изоляции содержимого консервной тары от внешней среды для создания условий стерилизации и предупреждения последующего попадания в продукт микроорганизмов.
Эксгаустирование. Условия последующей стерилизации создают в герметичных банках высокое давление, угрожающее их целостности и ведущее к порче консервов. Кроме того, в присутствии кислорода при стерилизации разрушаются биологически ценные вещества продукта, происходит коррозия внутренней поверхности металлической тары.
Для устранения или частичного снижения давления удаляют воздух из банок перед их герметизацией. Этот процесс называется эксгаустированием. Воздух удаляют из свободного, не заполненного продуктом пространства банки и неплотностей между частями твердого содержимого, а также из жидкой части, в которой он может быть растворен.
Эксгаустирование осуществляют двумя методами – тепловым и механическим.
Эксгаустирование тепловым методом заключается в нагревании банок с продуктом паром, который вытесняет воздух из банки. Содержимое при этом нагревается до 80 °С. Внесение в банку горячей заливки температурой не ниже 75 °С представляет разновидность теплового эксгаустирования.
Эксгаустирование механическим методом заключается в отсасывании воздуха из банки вакуум-насосом закаточных машин.
Закатывание. Перед закатыванием на крышках жестяных банок наносят маркировку путем штамповки или надписью термостойкой краской. При маркировке в двух строчках на донышке указывают: индекс отрасли промышленности (ММ - мясная), номер завода и год изготовления, на крышке – номер смены (одной цифрой), двузначное число месяца изготовления (до цифры 9 включительно впереди ставят ноль), месяц изготовления (А – январь, Б – февраль и т.д. по алфавиту до буквы Н, исключая букву З), ассортиментный номер (1 – 3 знака).
При типографической печати на крышку наносят однострочную маркировку, где указывают номер смены, дату выработки и ассортиментный номер, остальная информация уже обозначена на банке.
Жестяные банки герметизируют на закаточных машинах. Присоединение крышки к корпусу банки осуществляется путем образования двойного закаточного шва. Между фланцами крышки и корпуса
| банки имеется слой уплотнительной пасты. Сложность формы шва заставляет производить закатывание в две последовательно выполняемые операции. Рабочими органами закаточной машины являются ролики. Ролики первой операции предварительно подкатывают фланец крышки под фланец корпуса банки. Ролики второй операции окончательно оформляют шов, плотно сжимая и прокатывая все пять слоев жести. Закаточные машины применяют двух типов: полуавтоматические и автоматические. При работе на полуавтоматических закаточных машинах устанавливают банку, покрытую крышкой, на нижний патрон закаточной машины и с помощью нижней педали вместе с нижним патроном поднимают её, зажимая между нижними и верхними патронами. Одновременно включается механизм закаточной головки (верхнего патро- |
на с роликами первой и второй операций). После образования закаточного шва опускают педаль, приводя этим рабочие части машины в первоначальное положение. Банку снимают с нижнего патрона и передают на следующую технологическую операцию. Такие машины предназначены для предприятий малой мощности.
Автоматические закаточные машины обеспечивают полную автоматизацию всего процесса закатки. Наполненные банки по конвейеру подаются к машине, автоматически накрываются крышками, закатываются, а затем поступают на транспортер для передачи на следующую операцию
(рис. 20. 13).
В автоматических вакуум-закаточных машинах одновременно с закаткой удаляют воздух из банки. Эта операция проходит в вакуумной камере при 5,3 · 10 4 Па, а при производстве консервов из не измельченного мяса и фасовании в тару маленьких типоразмеров - 8,6 · 10 4 Па.
Во избежание повышения микробиального обсеменения содержимого банок время между операциями фасования и начала стерилизации ограничивают 30 мин.
Мойка. Наполненные и закатанные банки моют горячей водой для удаления с внешней поверхности следов жира, соуса и других загрязнений. На непромытых жестяных банках при стерилизации жир разлагается, выделяющиеся при этом свободные жирные кислоты, соединяясь с солями железа, образуют прочно удерживающиеся нерастворимые мыла.
Металлические банки моют водой или 2 - 3 %-ным раствором моющих средств с последующим ополаскиванием пресной водой, температура которой поддерживается не ниже 70 °С. стеклянные банки перед подачей на стерилизацию ополаскивают водой температурой 50 - 60 °С.
Проверка на герметичность. Цель проверки на герметичность – не допустить в стерилизацию плохо закатанные банки, которые при стерилизации начинают подтекать. Основной причиной негерметичности банок является плохое качество закаточного шва вследствие недостаточной отрегулированности закаточной машины либо в результате отклонений в линейных размерах банок.
При закатке на вакуум-закаточных машинах проверку герметичности банок не проводят. В случае закатки на других закаточных машинах банки проверяют на герметичность визуально путем внешнего осмотра, в водяной контрольной ванне, а также с помощью воздушных и воздушно-водяных тестеров.
Визуальную проверку проводят непосредственно на конвейере, осматривая закаточный шов, но так можно обнаружить только явный брак.
Обычно герметичность проверяют путем погружения банок в горячую воду температурой 85 - 90 °С. при этом находящийся в банках воздух расширяется, давление в них повышается. В случае негерметичности пузырьки воздуха выходят из банок. Для более удобного наблюдения ванны с водой выкрашены в белый цвет и хорошо освещены изнутри. Процессы подачи, погружения, подъёма банок и разгрузки механизированы.
Основной недостаток такой проверки заключается в отсутствии полной гарантии обнаружения дефекта герметичности.
Более надежный результат можно получить, проверяя правильность закатки банок с помощью вертикальных или горизонтальных воздушных и воздушно-водяных тестеров, которые работают синхронно с закаточной машиной. Они состоят из камер контроля, в которые после герметизации нагнетают воздух. При негерметичности воздух через неплотности попадает в банку, давление в ней повышается и крышка прогибается наружу, что улавливается стрелкой индикатора.
При обнаружении негерметичности банки удаляют с конвейера, вскрывают их, а содержимое перекладывают в другие банки. Банки негерметичные по фальцу, вторично подкатывают на закаточной машине роликом второй операции.
После проверки на герметичность банки укладывают в автоклавные емкости (корзины, тележки) и направляют на стерилизацию.
Стерилизация консервов
Стерилизация консервов – это тепловая обработка, обеспечивающая полную гибель нетермостойкой неспорообразующей микрофлоры и уменьшающая число спорообразующих микроорганизмов до определенного заданного уровня, достаточного для предотвращения порчи продукта и гарантирующая по микробиологическим показателям безопасность употребления консервов в пищу (см. главу 11).
Режим работы автоклава традиционно записывается в виде так называемой «формулы» стерилизации, не отражающей, однако, математической зависимости между приведенными в ней величинами. Формула имеет следующий вид для аппаратов периодического действия:
 (20. 2)
(20. 2)
| где А, В и С – продолжительность процесса (в мин) соответственно подъема температуры греющей среды от начальной до температуры стерилизации; собственно стерилизации; охлаждения консервов; Т – заданная температура стерилизации, оС; Р – максимальное избыточное давление (противодавление) в автоклаве, для компенсации давления, возникающего внутри банок, кПа. . |
Регулирование давления в банке Рб, достигаемое эксгаустированием, было рассмотрено выше.
Перепад между внешним и внутренним давлением в банке должен поддерживаться на невысоком уровне, особенно когда Рк.н и Рк.в имеют низкие значения, что характерно для консервов в стеклянной таре, алюминиевой таре, а также банках, изготовленной из тонкой белой жести.
Установление режимов стерилизации. Для каждого вида консервов существует оптимальное соотношение между температурой и временем нагревания, при котором продолжительность стерилизации предельно сокращена и изменения качества продукта минимальны.
Режимы стерилизации утверждаются ГОСТом. Корректировку, оптимизацию и разработку режимов стерилизации производят при совершенствовании процесса стерилизации, создании новых видов консервов, внедрении новых типоразмеров тары специальные органы.
Существует несколько методов установления режимов стерилизации по степени инактивации микрофлоры и изменения пищевой ценности продукта.
Асептическим консервированием продолжительность стерилизации сокращается до нескольких секунд. Сущность этого метода состоит в том, что продукт стерилизуют до фасования в тару, которую также обрабатывают при температуре стерилизации, а затем в условиях, исключающих попадание микроорганизмов извне (асептических), стерильный, предварительно охлажденный продукт подают в стерильные банки, укупоривают стерильными крышками. Температура продукта при асептическом консервировании, благодаря быстрому нагреву и охлаждению составляет 120 - 140 °С.
Щадящие способы стерилизации. Требование снижения температуры и жесткости режимов стерилизации, направленное на улучшение качества реализуется в частных способах стерилизации: пастеризации и тиндализации.
Пастеризация. При пастеризации уничтожаются в основном вегетативные формы микроорганизмов, а споры не погибают.
В связи с этим к сырью при выработке пастеризованных консервов предъявляют ряд дополнительных жестких санитарно-гигиенических и технологических требований.
Оптимальные режимы пастеризации обосновывают наряду с технологическими требованиями к качеству продукта микробиологическими предпосылками:
- температурный интервал 25 - 40 °С является оптимальным для развития микрофлоры, поэтому время выдерживания продукта при этих температурах должно быть минимальным;
- при температуре среды 80 °С происходит интенсивное отмирание вегетативных форм микроорганизмов; при этом отсутствуют глубокие постденатурационные и гидролитические изменения мышечных белков продукта.
Нормативную и фактическую летальность режимов пастеризации определяют аналитическим методом по аналогии с процессом стерилизации консервов, основываясь на показателях термостойкости вегетативных клеток микроорганизмов, а не их спор.
Тиндализация представляет собой дробную тепловую обработку, когда процессы прогрева, собственно стерилизации и охлаждения осуществляются в два этапа, разграниченные между собой интервалом времени.
Продукт вначале нагревают до 100 °С и ниже, как при пастеризации, а затем выдерживают 24 часа при температуре 20 - 25 °С. за это время споры, активированные предшествующим нагревом прорастают. При повторном нагревании разрушаются вегетативные формы микроорганизмов, проросших из спор. Тиндализация применяется при консервировании готовой продукции (сосиски, бекон, ветчина и др.).
Техника стерилизации. Консервы стерилизуют в автоклавах периодического и непрерывного действия.
В зависимости от ориентации аппарата относительно поверхности пола различают автоклавы вертикальные и горизонтальные, которые загружают соответственно сверху или с торца. Несмотря на более трудоемкую загрузку и выгрузку, несколько большую требуемую площадь для размещения, горизонтальные автоклавы по сравнению с вертикальными обладают более высокими технико-технологическими показателями.
| . | Вертикальный автоклав – цилиндрический стальной котел со сферическим днищем и крышкой (рис. 20. 17 Стерилизовать консервы можно паром, водой, паро-воздушной смесью, с противодавлением или без него. Тип энергоносителя и способ создания противодавления в автоклаве выбирают в зависимости от формы, размера, вида материала и толщины стенки тары, в которую расфасован продукт (мелкая или крупная, изготовленная из жести, стекла, алюминия, многослойных полимерных материалов) (табл. 20. 2). |
Ротационные автоклавы периодического действия отличаются тем, что консервные банки
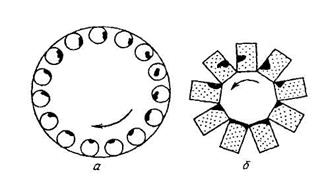 Рис. 20. 18 Перемешивание продукта при вращении банок: а – вокруг собственной вертикальной оси; б – с «донышка» на «крышку». Рис. 20. 18 Перемешивание продукта при вращении банок: а – вокруг собственной вертикальной оси; б – с «донышка» на «крышку». | в процессе стерилизации вращаются вокруг своей вертикальной оси или переворачиваются с «донышка» на «крышку», что создаёт условия для вынужденной конвекции их содержимого (рис. 20. 18). Вращение банки позволяет сократить продолжительность процесса и сохранить качество продукта. В полуавтоматических стерилизаторах роторного типа «Ротомат», «Любека», «Атмос» производства Германии консервы стерилизуют в специальных корзинах, вращающихся или качающихся вокруг горизонтальной оси. |
Автоклав «Ротомат» состоит из двух горизонтально расположенных камер (рис. 20. 19). В нижней
| камере производится стерилизация консервов. Здесь расположен перфорированный барабан с рельсами для перемещения сеток с консервами и прижимной плитой для удерживания консервов в сетках. Над стерилизатором смонтирован термо-изолированный бойлер, где аккумулируется нужная для стерилизации и охлаждения вода. При проведении цикла стерилизации в него подается пар для создания заданного давления в рабочем объёме аппарата. | 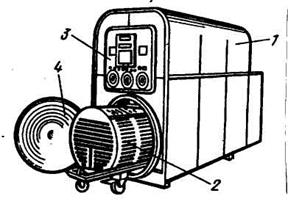 Рис. 20. 19 Стерилизатор "Ротомат": 1 — корпус; 2 - сетка; 3 - пулы управления; 4 — дверка Рис. 20. 19 Стерилизатор "Ротомат": 1 — корпус; 2 - сетка; 3 - пулы управления; 4 — дверка |
Стерилизаторы непрерывного действия не имеют такого широкого применения, как автоклавы, хотя положительные стороны их вполне очевидны. Такие аппараты упрощают работу обслуживающего персонала, дают возможность создать высокопроизводительные поточные линии с высокой степенью автоматизации, сокращают время стерилизации, позволяют уменьшить расход пара и воды.
Однако они, как правило, сложны по конструкции, громоздки, позволяют стерилизовать банки только одного вида и размера. Использование этих стерилизаторов целесообразно на крупных предприятиях.
Стерилизаторы непрерывного действия подразделяют на роторные, горизонтальные, конвейерные и гидростатические. Наиболее распространенными являются гидростатические стерилизаторы, в которых применен принцип уравновешивания давления в камере стерилизации с помощью гидравлических шлюзов. Эти аппараты башенного типа имеют значительную высоту, но занимают
| относительно небольшую площадь производственного помещения. Скорость движения конвейера изменяется в зависимости от длительности собственно стерилизации. Температура стерилизации поддерживается в результате регулирования положения уровня воды в камере стерилизации. |
При использовании стерилизаторов непрерывного действия отпадает необходимость предварительно прогревать аппарат, поэтому формула стерилизации в них имеет вид: (В+С) / Т.
Совершенствование конструкций стерилизаторов. Технологические требования к стерилизаторам сводятся к обеспечению равномерности температурного поля, быстрому подъёму температуры в аппарате, а также автоматическому и компьютерному контролю.
Обновление материалов для изготовления тары, изменение формы и размеров емкостей для консервов диктует свои требования к конструкции стерилизаторов: обеспечение возможности стерилизации консервов в нескольких видах тары или полная универсальность аппарата по отношению к таре.
Возможности совершенствования процесса стерилизации полностью не исчерпаны и могут служить резервом оптимизации технологии консервов.








