 2015-08-21
2015-08-21 752
752Для определения координат вершины инструмента, установленного в рабочей позиции, необходимо выполнить следующую последовательность действий:
- вывести оси X и Z в позицию абсолютного нуля;
- установить инструмент в рабочую позицию, например:
Т 1.1 М6 (клавиша «ПУСК»);
- вывести вершину инструмента в точку, координаты которой известны;
- нажать клавишу «F4» («ВВОД КОРРЕКТОРА»);
- ввести с клавиатуры номер корректора и известные координаты X, Z относительно «0» заготовки.
Пример:
(знак корректора) 3, Х20.2, Z-10 (клавиша «ENTER»).
При этом визуализируются автоматически определённые размеры инструмента.
В процессе обработки может появиться разница между, например, измеренным и номинальным диаметрами (рисунок 9):
- номинальный диаметр - 65,0;
- измеренный диаметр - 65,4.
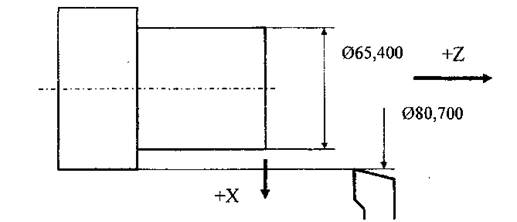
Рисунок 9 - Схема, иллюстрирующая изменение корректора по оси X
В этом случае необходимо:
- очистить экран (клавиша «DEL»);
- вывести на экран корректор №1:
(знак корректора) 1 (клавиша «ENTER»); при этом на экране появятся номер корректора и значение текущих координат вершины инструмента, например:
(знак корректора) 1, Х80.700, Z20.367, R 1.2,03 (клавиша «ENTER»);
- установить курсор и скорректировать значение 80.700 (80.300);
- нажать «ENTER».
Аналогично осуществляется корректировка размера по оси Z.








