 2015-09-06
2015-09-06 2254
2254Перовые сверла известны с древних времен. Так, например, в археологических раскопках были найдены их прототипы в виде лопатки из твердого материала, заостренной на конце и предназначенной для сверления вручную отверстий в более мягких материалах. Со времени появления металлообработки перовые сверла постоянно совершенствовались. Современные конструкции перовых сверл показаны на рис. 1, а,в.
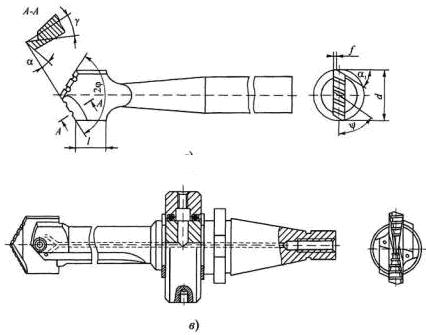
Рис. 17. Перовые сверла: а - цельное; в - сборное, с внутренним напорным охлаждением.
Для улучшения процесса резания производится подточка передней поверхности сверла под углом γ = 5...10°, которая, однако, ослабляет прочность режущего клина. Для уменьшения трения на вспомогательных кромках затачивается задний угол α = 5...8° с оставлением узких цилиндрических фасок шириной 0,2...0,5 мм по всей длине режущей части, которые обеспечивают лучшее направление сверла в отверстии.
Достоинствами перовых сверл являются простота конструкции, а также возможность изготовления их любого диаметра и длины даже в условиях ремонтных мастерских.
К недостаткам перовых сверл можно отнести:
1. затрудненные условия отвода стружки;
2. склонность к вибрациям из-за малой жесткости режущей части;
3. небольшой запас на переточку;
4. низкую производительность процесса сверления из-за малых значений подачи и в связи с необходимостью периодического вывода сверла из отверстия для освобождения от стружки.
Для улучшения отвода стружки предусматривается ее деление по ширине с помощью стружкодробящих канавок на задних поверхностях. Через патрон и отверстие в стержне можно подавать под давлением СОЖ, которая одновременно с отводом тепла из зоны резания вымывает стружку из отверстия.
Цельные перовые сверла (рис. 1, а) изготавливают из прутка путем ковки или фрезерования режущей части в форме пластины, которая затачивается на конус под углом 2φ =118°. При этом образуются две главные и две вспомогательные режущие кромки. Заточкой двух плоских задних поверхностей создается задний угол α = 10…12°. При пересечении этих поверхностей образуется поперечная режущая кромка (перемычка). Если передние поверхности плоские, то передние углы на главных режущих кромках имеют отрицательные значения, что нежелательно из-за возрастания силовой нагрузки на сверло и появления вибраций.
Ружейные сверла имеют внутренний канал для подвода СОЖ и прямую (иногда винтовую) канавку для наружного отвода пульпы (смесь стружки и СОЖ). Они применяются для сверления отверстий глубиной (5...100)d и диаметром 1...32мм. Первоначально ружейные сверла использовали для сверления стволов огнестрельного оружия.
В настоящее время ружейные сверла получили широкое распространение во всех отраслях машиностроения, главным образом для сверления глубоких отверстий на специальных станках в условиях крупносерийного и массового производств. Благодаря оснащению твердым сплавом и внутренней подаче СОЖ они обеспечивают высокую производительность при сверлении отверстий с минимальным уводом оси при высокой точности (H8...H9) и низкой шероховатости поверхности отверстий (Ra 3,2...1,25).
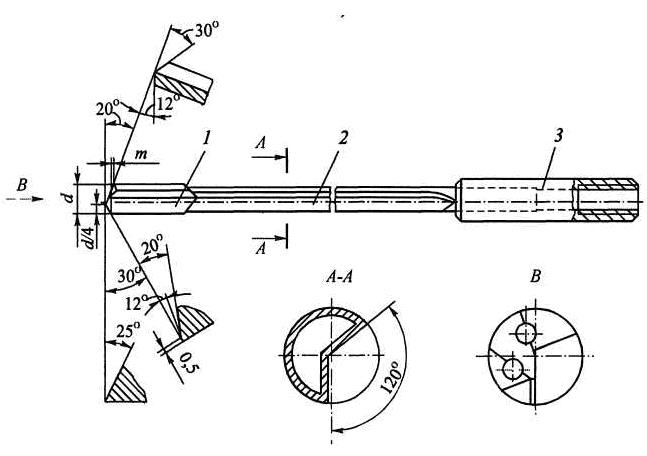
Рис. 18. Ружейное сверло для сверления глубоких отверстий:
Типовая конструкция ружейного сверла состоит из режущего твердосплавного наконечника 1 (рис. 4.14, б) с отверстием для подвода СОЖ, трубчатого стебля 2 из стали типа 30ХМА с V-образной канавкой для отвода стружки, полученной методом холодной пластической деформации, и цилиндрического хвостовика 3 для крепления на станке. Ружейные сверла диаметром менее 2 мм ряд зарубежных фирм изготавливает цельными твердосплавными.
Геометрические параметры режущей части ружейного сверла показаны на рисунке. Главная режущая кромка для снижения радиальной нагрузки - ломаная, состоит из двух полукромок с углами в плане φ1 = 30° и φ2 = 20°. Для восприятия суммарной радиальной нагрузки у сверл малых диаметров имеется опорная цилиндрическая поверхность, а у сверл d > 10 мм - две опорные направляющие, между которыми должен проходить вектор радиальной составляющей сил резания и трения.
Для снижения сил трения и во избежание защемления сверла в отверстии предусматривается обратная конусность по диаметру режущей части (наконечника) в пределах 0,06...0,10 мм на 100 мм длины. На вспомогательной режущей кромке оставляется цилиндрическая ленточка шириной ¦= 0,1...0,5 мм.
При заточке ружейного сверла (рис. 4.14, 6) необходимо контролировать размер т, который, во избежание врезания торцов, направляющих в дно отверстия, должен быть не меньше двух-трех значений подачи сверла на один оборот. На переднем торце трубчатого стебля фрезеруется паз, в который припаивается твердосплавный наконечник. С противоположного конца стебель впаивается в цилиндрический хвостовик, имеющий диаметр на 6...10 мм больше, чем диаметр стебля.
Технические требования к изготовлению ружейных сверл весьма жесткие. Так, рабочая часть шлифуется с допуском по h5или h6, а хвостовик - по h6. Радиальное биение наконечника относительно хвостовика не более 0,01...0,02 мм. При настройке операции необходимо обеспечить соосность шпинделя и сверла в пределах 0,01мм, а соосность кондукторной втулки и шпинделя станка - в пределах 0,005 мм.
Так как твердосплавные направляющие выглаживают поверхность отверстия, СОЖ должна быть только на масляной основе с противозадирными присадками (S, Cl, P). Применение эмульсий на водной основе приводит к затиранию направляющих и возникновению вибраций.
Давление и расход СОЖ зависят от диаметра сверла. Так, например, при малых диаметрах сверл давление СОЖ достигает 9...10 МПа.
К числу недостатков ружейных сверл можно отнести "малые "поперечную и крутильную жесткости из-за ослабленного канавкой стебля. По этой причине приходится снижать подачу, а следовательно, и производительность процесса сверления.








