 2015-09-06
2015-09-06 1444
1444В ремонтном деле применяются цилиндрические ручные развертки, регулируемые по диаметру. Одна из конструкций такой развертки приведена на рис. 24, а. В корпусе 3 развертки, изготовленном из стали 9ХС, имеется отверстие, состоящее из конической и цилиндрической частей, в которое помещается шарик 2, передвигаемый регулировочным винтом 1 вдоль оси. Между зубьями по впадине сделаны продольные прорези. По мере перемещения шарика винтом за счет упругих деформаций стенок развертки увеличивается диаметр калибрующей части развертки. Величина D регулирования диаметра небольшая и берется в зависимости от диаметра развертки, например:

Машинные развертки, изготавливаемые насадными сборными (рис. 24, б), можно регулировать по диаметру за счет перестановки ножей по рифлениям. Более тонкую регулировку можно осуществить путем перемещения ножей с рифлениями вдоль пазов, наклоненных под углом 5° к оси развертки. У таких инструментов ножи упираются торцами в регулировочную гайку с контргайкой, а их закрепление осуществляется специальными эксцентриковыми кулачками, боковые стороны которых прошлифованы по архимедовой спирали.
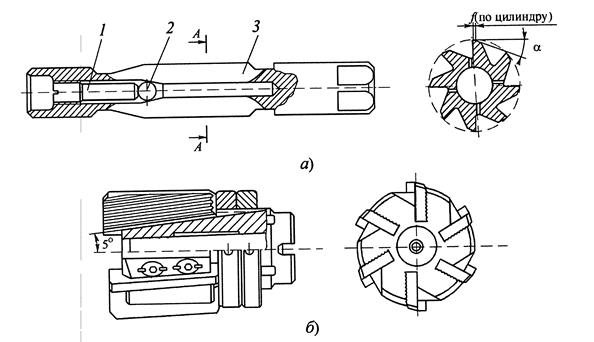
Рис. 24. Развертки, регулируемые по диаметру:
а - ручная; б - машинная насадная сборная
Котельные развертки (рис. 25) применяют при подготовке отверстий под заклепки в двух или более соединяемых листах. Они получили широкое распространение в котло-, корабле- и авиастроении, а также при изготовлении мостовых конструкций.
Котельные развертки работают в тяжелых условиях, так как из-за неизбежных несовпадений осей отверстий в пакетах листов приходится удалять большой припуск - до 1...2 мм на сторону, т.е. почти как при зенкеровании. При этом обрабатываемые материалы, как правило, вязкие и пластичные.
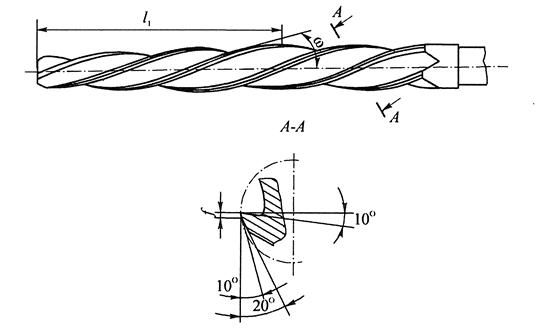
Рис. 25. Котельная развертка.
Котельные развертки изготавливают как ручные с цилиндрическим хвостовиком, так и машинные с коническим хвостовиком, устанавливаемые на радиально-сверлильных станках или на пневматических дрелях.
Для лучшего направления разверток иногда впереди их рабочей части предусматривают направляющие цапфы, как у зенковок. У разверток больших диаметров с целью обеспечения надежного дробления стружки на зубьях заборного конуса в шахматном порядке наносят стружкоделительные канавки.
Конические развертки применяют для получения точных конических отверстий под штифты (конусность 1:50), конусы Морзе и метрические, посадочные отверстия насадных зенкеров и разверток (конусность 1:30) и др. Конические отверстия формируют либо из цилиндрических, полученных сверлением, либо из конических отверстий, полученных расточкой при обработке очень крутых конусов, например с конусностью 7:24.
Условия работы таких разверток очень тяжелые, так как у них длина режущих кромок, снимающих припуск, большая и равна длине образующей конуса, а толщина срезаемого слоя определяется перепадом диаметров.
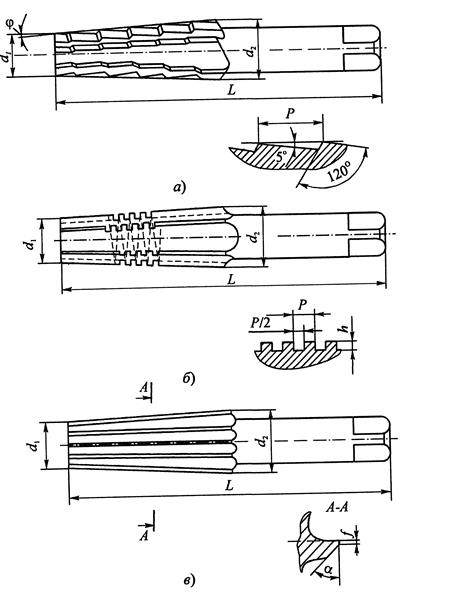
Рис. 26. Комплект конических разверток:
а - черновая (№ 1); б - промежуточная (№ 2); в - чистовая (№ 3)
Требования к точности конических отверстий достаточно высоки, так как от нее часто зависят прочность и герметичность соединяемых деталей, величина передаваемого крутящего момента и др. При этом точность обработанных отверстий обеспечивается точностью изготовления разверток.
В отличие от цилиндрических, у конических разверток отсутствует разделение на режущую и калибрующую части, так как зубья, расположенные на конической поверхности, являются одновременно и режущими, и калибрующими.
При обработке отверстий с конусностью большей 1:20 приходам снимать припуск такой большой величины, что его можно удалить только с помощью комплекта разверток.
На рис. 26, а - в приведен комплект конических разверток из трех номеров, применяемый для обработки отверстий под конус Морзе.
Развертка № 1 - черновая, имеет ступенчатую форму зубьев, расположенных по винтовой поверхности, которая совпадает по направлению с направлением вращения инструмента. Припуск снимается режущими кромками, расположенными на торцах зубьев, как при зенкеровании. После прохода такой развертки цилиндрическое отверстие превращается вступенчатое. У развертки № 1 стружечные канавки прямые, а их число равно 4...8 и зависит от диаметра конуса.
Развертка № 2 - промежуточная, имеет форму обрабатываемого отверстия. Ее режущие кромки делятся на отдельные мелкие участки прямоугольной резьбой, имеющей направление, обратное вращению инструмента. Шаг резьбы Р = 1,5...3,0 мм, ширина канавок Р /2, а глубина h - 0,2 Р. Эта развертка обеспечивает дробление снимаемого припуска на более мелкие ступени.
Развертка № 3 - чистовая, имеет прямые зубья по всей длине режущей части, а для более устойчивого положения развертки в отверстии на вершинах ее зубьев делаются ленточки шириной 0,05 мм. Эта развертка обеспечивает срезание остаточной части припуска и калибрует отверстие.
У конических разверток стружечные канавки прямые, передний угол на режущих кромках g = 0°, задние поверхности зубьев у разверток № 1 затылованы, а у разверток № 2 и 3 заточены под углом a = 5°.
При обработке отверстий под штифты с конусностью 1:50 достаточно одной чистовой развертки, а с конусностью 1:30 необходимо использовать две развертки.








