 2015-09-06
2015-09-06 2715
2715Точность газовой резки характеризуется соответствием размеров вырезанной детали размерам чертежа. Кислородную резку применяют как заготовительную операцию при вырезке деталей под механическую обработку и для изготовления деталей без последующей механической обработки.
Качество резки характеризуется шероховатостью поверхности реза, наличием шлака и грата на нижней кромке, равномерностью ширины реза по всей толщине разрезаемого металла, степенью оплавления верхней кромки.
Точность реза определяется отклонением линии или плоскости реза от заданной. Отклонение линии реза происходит из-за смещения оси резака или деформации листа при резке. Отклонение плоскости реза от заданной может быть вызвано изменением угла наклона резака к поверхности листа и расширением режущей струи кислорода.
Шероховатость поверхности реза определяется количеством и глубиной бороздок, оставляемых режущей струёй кислорода. Глубина бороздок зависит от давления кислорода, скорости перемещения резака и вида горючего.
При резке на природном газе поверхность получается более ровная, без оплавлений. Оплавление верхних кромок зависит от мощности подогревающего пламени. Чем мощнее подогревающее пламя и меньше скорость, тем больше оплавление верхних кромок.
Деформации металла при резке возникают вследствие неравномерного нагрева металла и его охлаждения. Деформация может вызвать искажение формы детали и отклонение её размеров от заданных. На рисунке (а) показана деформация отрезанной части листа при вырезке детали (площадь детали заштрихована).
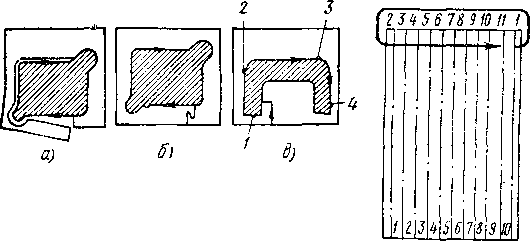
Для уменьшения деформаций вначале режут не по прямой, а по зигзагообразной линии рисунок (б). При вырезке детали в замкнутом контуре после прохождения резака её закрепляют клиньями в точках, обозначенных цифрами 1—4 на рисунке (в).
Для уменьшения деформаций необходимо жёстко закреплять вырезанные детали в приспособлениях струбцинами или другими зажимными приспособлениями; стремиться к тому, чтобы площадь вырезаемой детали была близка к площади заготовки, из которой она вырезана; производить резку на предельно оптимальной скорости; резать крупногабаритные детали одновременно несколькими резаками; резать отдельные участки контура детали в той последовательности, при которой деформации действовали бы в противоположных направлениях и взаимно уничтожались. На рисунке (г) показана последовательность резки листа на полосы одним резаком, при котором взаимные тепловые деформации уравновешиваются.








