 2017-11-30
2017-11-30 2695
2695Задание 1.
Изложите сущность литья в кокили., приведите эскизы, поясняющие конструкцию кокилей. Отметьте технологические особенности этого способа литья, достоинства, недостатки и области применения.
Кокильное литье, или литье в постоянные формы, – это литье металла, осуществляемое свободной заливкой кокилей. Кокиль (от фр. Coquille – раковина, скорлупа) – металлическая форма с естественным или принудительным охлаждением, заполняемая расплавленным металлом под действием гравитационных сил.
Кокиль (рисунок 1) обычно состоит из двух полуформ 12, плиты 11 и вставок 7. Полуформы взаимно центрируются штырями 6, а перед заливкой их соединяют замками 13. Полости и отверстия в отливке могут быть выполнены металлическими или песчаными стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав заливают в кокиль через литниковую систему 5, выполненную в его стенках, а питание массивных узлов отливки осуществляется из прибыли 2.
|
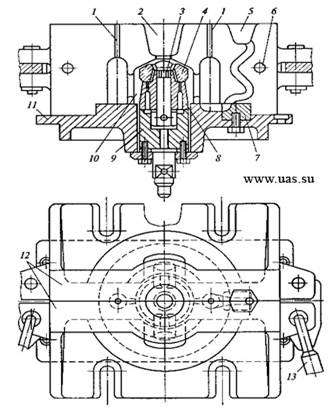
При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости 10 через вентиляционные каналы 1, пробки 3, каналы между металлическими частями 9, образующие вентиляционную систему кокиля.
Основные элементы кокиля – полуформы, плиты, вставки, стержни и т.д. – обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в производственной практике часто используют кокили весьма сложных конфигураций.
|
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 150 – 280оС. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Вода капель водной суспензии, попадающих на поверхность нагретого кокиля, испаряется, а огнеупорная составляющая ровным слоем покрывает поверхность.
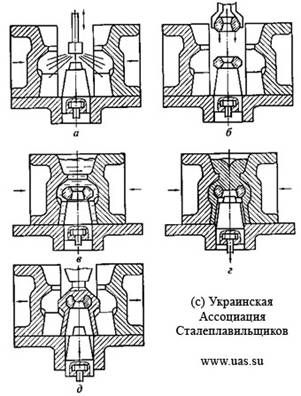
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Затем в кокиль устанавливают песчаные или керамические стержни (рисунок 2, б), если таковые необходимы для получения отливки, половины кокиля соединяют (рисунок 2, в) и скрепляют специальными зажимами, а при установке кокиля на кокильной машине – с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как она приобретет достаточную прочность (рисунок 2, г), металлические стержни «подрывают», т.е. частично извле-кают из отливки. Это делают для того, чтобы уменьшить давление затвердевающей отливки на металлический стержень и облегчить последующее извлечение его из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, полностью извлекают металлический стержень и удаляют из кокиля отливку (рисунок 1.2, д). Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем описанный выше цикл повторяется.
Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность кокиля 1 – 2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. Так как за время извлечения отливки и окраски рабочей поверхности кокиля он охлаждается, в частности при литье тонкостенных отливок охлаждается чрезмерно, для повторения цикла требуется подогрев кокиля до рабочей температуры. Если же отливка достаточно массивная, то за счет ее теплоты кокиль может нагреваться до температуры более высокой, чем требуемая рабочая. Для такого случая в кокиле предусмотрены специальные системы охлаждения, и на следующую заливку он поступает охлажденным.
Процесс литья в кокиль является малооперационным. Манипуляторные операции достаточно простые и кратковременные, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что относится к существенным преимуществам способа. Самым важным является то, что исключается трудоемкий и материалоемкий процесс изготовления разовой формы – кокиль используется многократно.
Особенности формирования и качество отливок. Металлическая форма по сравнению с песчаной обладает значительно большими теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотворностью. Этими свойствами материала кокиля обусловлены рассмотренные далее особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия отливки и формы: расплав и затвердевшая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т.е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, феррито-графитная эвтектика, отрицательно влияющие на свойства чугуна, так как снижают показатели ударной вязкости и износостойкости. Резко возрастающая твердость в отбеленном поверхностном слое затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы и может вызвать появление внутренних напряжений, коробления отливки и трещин в ней. В то же время неподатливая форма не деформируется по причине увеличения объема некоторых расплавов при кристаллизации из-за предусадочного расширения, например, в результате выделения графита в чугуне. В этом случае уменьшается опасность формирования усадочной пористости при затвердевании отливки.
При литье в кокиль отсутствуют погрешности, вызываемые упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем размеры песчаной формы, и отливки в кокилях соответственно получаются более точными. Точность отливок в кокилях обычно соответствует классам 5 – 9 для отливок из цветных сплавов и классам 7 – 11 для отливок из черных металлов (ГОСТ 26645-85 (изм. № 1, 1989)). При этом наибольшая точность обеспечивается для размеров в одной части формы. Точность размеров в двух и более частях формы, а также размеров, оформляемых подвижными частями формы, ниже. Точность отливок, полученных в кокиле, по массе примерно на один класс выше по сравнению с песчаными формами, при этом обеспечивается возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что определяет высокое качество поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок зависит от состава облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 40 – 10 мкм, но может быть и меньше.
4. Кокиль практически газонепроницаем и имеет минимальную газотворность, определяемую в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках – явление нередкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства и область применения. Эффективность кокильного производства отливок, как и производства отливок другими способами литья, зависит от полноты и правильности использования преимуществ этого процесса с учетом его особенностей и недостатков в условиях конкретного производства.
Ниже приведены преимущества литья в кокиль в сравнении с литьем в песчаные формы.
1. Обусловленное использованием металлической формы повышение качества отливки и стабильности показателей качества, в частности: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
2. Использование в металлических формах разовых песчаных стержней. Это существенно расширяет возможности способа при производстве фасонных отливок со сложными внешними и внутренними поверхностями.
3. Повышение производительности труда в результате исключения трудоемких операций приготовления смеси, формовки и очистки отливок. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2 – 3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование и очистные сооружения.
4. Устранение тяжелых и вредных операций выбивки форм, очистки от-ливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
5. Возможность механизации и автоматизации процесса изготовления отливки благодаря многократному использованию кокиля. При литье в кокиль устраняется процесс изготовления литейной формы, остаются лишь сборочные операции: установка стержней, соединение частей кокиля и их крепление перед заливкой, которые легко автоматизируются. Устраняются также такие возмущающие факторы, влияющие на качество отливок при литье в песчаные формы, как влажность, прочность, газопроницаемость формовочной смеси, т.е. процесс литья в кокиль является более управляемым. Для получения отливок заданного качества в кокильном производстве легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет изменить характер труда литейщика-оператора, управляющего работой таких комплексов.
Однако способ литья в кокили имеет и недостатки, в числе которых следующие.
1. Высокая стоимость кокиля, сложность и трудоемкость его изготовления. Стоимость кокиля возрастает при получении отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы – делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса, особенно при литье чугуна и стали. Поэтому проблема повышения стойкости кокиля относится к важнейшим при решении технологических задач кокильного литья этих сплавов.
3. Высокая интенсивность охлаждения расплава в кокиле в сравнении с песчаной формой. Данный фактор ограничивает возможность получения тонкостенных протяженных отливок, а в чугунных отливках дополнительно приводит к отбелу поверхностного слоя, ухудшающему обработку резанием; вызывает необходимость термической обработки отливок.
4. Неподатливость кокиля, которая приводит к появлению в отливках напряжений, а иногда и трещин.
5. Использование в кокиле большого числа песчаных стержней. Этот фактор снижает точность получаемых отливок и повышает в этих местах шероховатость их поверхности.
Преимущества и недостатки кокильного способа определяют в итоге рациональную область его использования. Вследствие высокой стоимости кокилей экономически целесообразно применять этот способ литья только в серийном или массовом производстве. Серийность при литье чугуна должна составлять более 20 крупных или более 400 мелких отливок в год, а при литье алюминия – не менее 400 – 700 отливок в год.
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обрубки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда.
Таким образом, литье в кокиль с полным основанием можно отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
Опишите явления, происходящие в металле при холодном деформировании, и укажите сущность процесса упрочнения.
Упрочнение поверхностным пластическим деформированием
Поверхностное пластическое деформирование.
(ППД) — это метод обработки деталей без снятия стружки, при котором пластически деформируется только поверхностный слой деталей. В результате ППД уменьшается шероховатость поверхности, увеличивается твердость (микротвердость) металла, в поверхностном слое детали возникают сжимающие остаточные напряжения.
Это улучшает эксплуатационные показатели детали ППД — повышается выносливость деталей в 1,5—2,3 раза, сопротивление схватыванию, контактная выносливость, и другие эксплуатационные показатели изделия.
Особенно эффективным является упрочнение деталей, имеющих конструктивные или технологические концентраторы напряжений, выточки, галтели и др.
Достоинством ППД является технологическая универсальность и экономичность метода. По характеру взаимодействия инструмента с деталью методы ППД подразделяется на статические и ударные.
Статическое ППД осуществляется перемещением инструмента вдоль обрабатываемой поверхности с постоянной или закономерно изменяющейся силой деформирования Р или глубиной внедрения Лд. В зоне контакта инструмента с деталью образуется область пластического течения — очаг деформации (ОД), размеры которого зависят от технологических факторов.
При перемещении инструмента последовательно деформируется поверхностный слой детали. Ударное ППД осуществляется нанесением инструментом случайно распределенных или регулярных ударов по детали.
Размеры ОД зависят от кинетической энергии, сообщаемой инструменту. Обработку ведут так, чтобы пластические отпечатки покрыли обрабатываемую поверхность с определенной степенью перекрытия. Физические представления об упрочнении деталей ППД.
Основным механизмом холодной пластической деформации металлов и сплавов является внутризеренное сдвиговое перемещение одних частей кристалла относительно других, осуществляемое с помощью многочисленных видов движения дислокации по плоскостям скольжения.
С накоплением деформации дислокации размножаются, взаимодействуют между собой и другими дефектами кристаллического строения, в результате чего их движение затрудняется, а напряжение пластического течения и твердость металла (= 0,32 НВ) растут.
Увеличение сопротивления пластической деформации называется деформационным упрочнением (наклепом).
Зависимость от степени деформации сдвига Г определяется опытами на растяжение, сжатие или др., однако, согласно гипотезе о единой кривой упрочнения, эта зависимость будет справедлива и для ППД.
Если пластическая деформация сопровождается значительным выделением тепла, то это может привести к снижению, т. е. к разупрочнению.
Скорость деформирования в диапазоне 10х4...10х2 см-1 мало изменяет вид зависимости, однако при больших скоростях возрастает, что надо учитывать при ударных методах ППД. После достижения определенного значения Г рост практически прекращается.
Для каждого материала имеется такое значение накопленной деформации, превышение которого не приводит к дальнейшему упрочнению металла. Более того, при чрезмерном увеличении произойдет сильное снижение ресурса пластичности металла и, как следствие, снижение эксплуатационных характеристик детали.
Степень деформационного упрочнения металла определяется приращением твердости (или с): где И и Нцсх — твердость (микротвердость) упрочненного и исходного металла соответственно.
Параметры состояния поверхностного слоя деталей, наиболее существенно влияющие на их долговечность (шероховатость, степень и глубина упрочнения, остаточные напряжения, степень исчерпания ресурса пластичности металла и др.), зависят от размеров и напряженно-деформированного состояния ОД, накопленной деформации, которые, в свою очередь, зависят от материала детали и технологии ППД.

