 2018-01-08
2018-01-08 8173
8173Под технологичностью детали понимается совокупность свойств, которые обеспечивают изготовление детали по наиболее эффективной технологии при одних и тех же показателях качества.
Анализ должен включать качественную оценку технологичности детали:
- оценку технологических свойств материала детали с
точки зрения выбора рационального процесса и
условий обрабатываемости резанием;
- оценку форм, размеров, качества поверхности и точности определенных элементов детали с
точки зрения возможности использования наиболее рационального в данных условиях заготовительного процесса и процесса ее обработки;
- наличие технологических баз на всех операциях механической обработки.
Основные показатели технологичности конструкции детали: простота; рациональный способ получения заготовки; оптимальная шероховатость обрабатываемых поверхностей и точность (завышение требований по точности и шероховатости поверхности усложняет и удорожает механическую обработку); возможность применения экономичных и высокопроизводительных технологических процессов.
Под простотой конструкции детали понимается применение простых поверхностей (чаще цилиндрических и плоских); доступность обрабатываемых поверхностей инструменту; возможно меньшие поверхности обработки (особенно точные с малой шероховатостью) для уменьшения объема механических операций.
Каждый метод получения заготовок (литье, штамповка, ковка и др.), методы получения соединений (сваркой, пайкой, склеиванием, клепкой и др.) и обработки деталей (резанием, электрофизическими и электрохимическими способами) предъявляют свои технологические требования к конструкции, т. е. технологичность конструкции заготовки или детали зависит от метода ее получения и обработки.
Конструктор при проектировании деталей машины должен представлять себе технологию изготовления заготовок и их последующую механическую обработку.
Конструктивная форма корпусной детали должна обеспечить возможность ее полной обработки от одной базы (например, плоскости и двух установочных отверстий, перпендикулярных ей); возможность обработки плоскостей с отверстиями на проход; в деталях не должно быть поверхностей, не перпендикулярных осям отверстий; отверстия и резьбы должны быть унифицированы.
Конструкция валов должна иметь минимальное число точно обрабатываемых поверхностей, предусматривать возможность штамповки заготовок в закрытых штампах.
В таблице 2.4 приведены примеры нетехнологичных и технологичных конструкций деталей с точки зрения обработки деталей.
 |
Таблица 2.4 – Примеры технологичных и нетехнологичных конструкций деталей

 |
Сборка тоже предъявляет определенные требования к конструкции машин. Машина должна иметь простую компоновку и конструкцию, допускать возможность ее сборки из предварительно собранных сборочных единиц, что расширяет фронт сборочных работ. Конструкция машины должны допускать возможность механизации и автоматизации сборочных работ при узловой и общей сборке, а также упрощение контрольно-измерительных работ. От нормализации и унификации деталей и сборочных единиц зависит увеличение серийности выпуска и, как следствие, снижение трудоемкости и себестоимости сборочных работ. Взаимозаменяемость деталей и узлов снижает трудоемкость в результате уменьшения объема пригоночных работ при сборке [1].
Ниже приведены некоторые конструктивные решения, облегчающие процесс сборки. Так, при сборке сопрягаемых деталей необходимо предусмотреть фаски в отверстии или на валу; предпочтительнее на валу, так как их легче выполнить (рис. 2.1, а). Фаски необходимы также и у деталей резьбовых соединений.
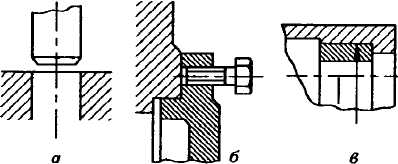
Рис. 2.1. Примеры производственной и ремонтной технологичности собираемых (разбираемых) деталей
Приведем два примера ремонтной технологичности собираемых элементов машин. Для удобства съема крышки с корпуса (рис. 2.1, б) часто предусматривают три отжимных винта, расположенных по окружности крышки. Для съема крышки эти винты попеременно завинчивают, чем облегчают разборку соединения. Для выколотки внутреннего кольца (подшипника) из корпуса предусмотрено отверстие (рис. 2.1, в). Ударяя молотком по торцу кольца через выколотку, удаляют внутреннее кольцо, т. е. разбирают соединение.
В таблице 2.5 приведены примеры технологичных и нетехнологичных конструкций, исходя из условий сборки.
Таблица 2.5 - Примеры технологичных и нетехнологичных конструкций, исходя из условий сборки

После достаточно полного представления о поверхностях детали и её сопрягающих элементах необходимо создать рабочий чертеж детали.
В рабочих чертежах даются указания относительно точности и чистоты обработки поверхностей, рода термической обработки детали, твердости ее поверхностей, рода металлических или других покрытий, толщин их слоя, характера и точности балансировки и др.
Современный рабочий чертеж детали должен быть в наибольшей мере увязан с технологическим процессом ее изготовления. Размеры на чертежах должны быть проставлены так, чтобы их можно было легко проверить не пересчитывая их, чтобы при промерах не происходило накопление погрешностей. На чертежах должны быть проставлены все необходимые размеры. Лишние размеры запутывают чертеж.








