 2018-01-08
2018-01-08 358
358МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ДИЗАЙНА И ТЕХНОЛОГИЙ
КАФЕДРА ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
А.К. Прокопенко, А.А. Корнеев, Беляев В.И.
ЛАБОРАТОРНЫЙ ПРАКТИКУМ ПО ДИСЦИПЛИНЕ
«ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ»
ПО НАПРАВЛЕНИЯМ ПОДГОТОВКИ:
ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ И ОБОРУДОВАНИЕ»
СТАНДАРТИЗАЦИЯ И МЕТРОЛОГИЯ»
УТВЕРЖДЕНО В КАЧЕСТВЕ МЕТОДИЧЕСКОГО ПОСОБИЯ РЕДАКЦИОННО-ИЗДАТЕЛЬСКИМ СОВЕТОМ МГУДТ
МОСКВА
МГУДТ
УДК 620.1 (075)
П-80
Куратор РИС Зайцев А.Н., доц., к.т.н.
Работа рассмотрена на заседании кафедры
«Технология машиностроения» и рекомендована к печати
Зав. кафедрой Прокопенко А.К., проф., д.т.н.
Авторы Прокопенко А.К., проф., д.т.н.
Корнеев А.А., доц., к.т.н.
Беляев В.И.
Рецензент: к.т.н., доц. Зайцев А.Н., доц., к.т.н.
П-80 Технология конструкционных материалов/ Лабораторный практикум/А.К. Прокопенко, А.А. Корнеев, В.И. Беляев: ИИЦ МГУДТ, 2011-90 стр.
Лабораторный практикум составлен в соответствии с федеральными государственными образовательными стандартами высшего профессионального образования по направлениям подготовки:
151000 – Технологические машины и оборудование,
квалификация (степень) выпускника: бакалавр;
221700 – Стандартизация и метрология
квалификация (степень) выпускника: бакалавр
УДК 620.1(075)
©Московский государственный университет
дизайна и технологий, 2011
Введение
Дисциплина "Технология конструкционных материалов" посвящена изучению методов получения материалов и формирования из них заготовок, деталей и изделий.
Целями освоения дисциплины «Технология конструкционных материалов» являются усвоения студентами теоретических и технологических основ:
- производства черных и цветных металлов;
- получения заготовок литьем и обработкой давлением;
- размерной обработки материалов резанием и физико-химическими методами;
- изготовления изделий из композиционных и неметаллических материалов;
- получения неразъемных соединений сваркой, пайкой, склеиванием;
- нанесения многофункциональных покрытий.
Настоящий лабораторный практикум необходим для расширения и закрепления теоретического материала, получаемого студентами на лекционных занятиях.
Практикум включает в себя 9 лабораторных работ, составленных по единому плану, с формой отчета и вопросами к зачету. Содержание лабораторных работ полностью соответствует рабочей программе курса «Технология конструкционных материалов» и освящает основные разделы дисциплины.
Лабораторная работа №1
ИЗУЧЕНИЕ СПОСОБОВ ЛИТЬЯ
Цель работы: познакомиться с различными способами литья, приобрести практические навыки выбора способа получения отливки в зависимости от требуемых качества и точности.
Краткие теоретические сведения
Литейным производством называется отрасль машиностроения, занимающаяся изготовлением фасонных деталей или заготовок путем заливки расплавленного металла в форму, полость которой имеет конфигурацию и геометрические размеры изготовляемой детали или заготовки. Широкое распространение получили следующие способы литья: в песчано-глинистые формы, по выплавляемым моделям, по газифицируемым моделям, в металлические формы, под давлением, центробежное. Рассмотрим технологию получения отливки типа "втулка" некоторыми способами литья.
Литье в песчано-глинистые формы. Технология получения отливки втулки в парных опоках по разъемной модели состоит из следующих этапов:
1. По чертежу детали разрабатывается чертеж модели отливки, которая изготавливается из дерева, пластмассы или металла. Размеры модели отличаются от размеров детали на величину припуска на механическую обработку, припуска на усадку и технологического припуска. К технологическим припускам относятся литейные уклоны, напуски, приливы, усадочные ребра или стяжки, галтели.
Отверстия и различные полости в отливках получают с помощью песчаных стержней. Для получения гнезд, в которые будет устанавливаться стержень, на модели делаются выступы-знаки. Чтобы получить сложную отливку, модель ее делают разъемной и формовку производят в двух опоках. Втулка и модель отливки показаны на рисунке 1.1.
Производится расчет и изготовление моделей элементов литниковой системы, служащих для образования в форме каналов, по которым жидкий металл подводится к полости формы и питает отливку в процессе ее кристаллизации. Литниковая система отливки показана на рисунке 1.2
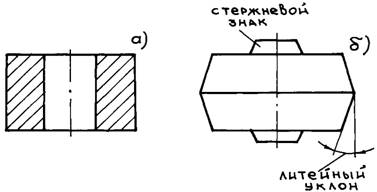
Рисунок 1.1- Втулка и модель отливки втулки.
а) втулка; б) модель отливки
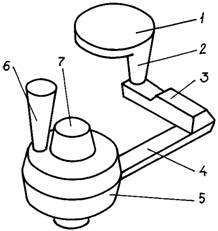
Рисунок 1.2 - Литниковая система отливки втулки.
1 - литниковая чаша; 2- стояк; 3- шлакоуловитель; 4- питатель;
5 - модель отливки; 6- выпор; 7- стержневой знак.
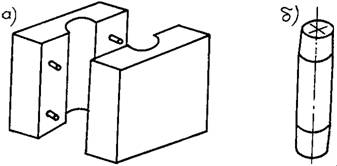
Рисунок 1.3 - Разборный стержневой ящик (а) и стержень (б).
3. Изготавливается стержневой ящик, с помощью которого получаются стержни из стержневой смеси (рисунок 1.3.). Готовые песчаные стержни сушат, после чего они устанавливаются в формы.
4. Формовочная смесь, состоящая из песка, глины, влаги и других добавок подготавливается к работе.
5. Производится формовка в двух опоках по разъемной модели (рисунок 1.4).
5.1. Формовка нижней опоки производится следующим образом: половину модели 1 устанавливают на подмодельную плиту 2. Нижняя опока 3 ставится на плиту плоскостью разъема вниз. Устанавливаются модели питателя. Модели и плита припудриваются пылью. Сверху на модели засыпается готовая формовочная смесь, которая уплотняется с помощью трамбовки 4 (рисунок 1.4, а). Излишки смеси удаляются линейкой.
5.2. Формовка верхней опоки по нижней проводится следующим образом: нижняя опока переворачивается, на нее ставится верхняя опока 5 и соединяется с нижней штырями 6. На модель отливки устанавливается вторая половина, ставятся модели шлакоуловителя, стояка, выпора и литниковой чаши. Засыпка и уплотнение смеси производится аналогично формовке нижней опоки (рисунок 1.4.б).
5.3. Готовая форма разбирается и из нее с помощью специальных съемников извлекаются модели.
5.4. На знаковую поверхность в нижней опоке устанавливается стержень 7.
5.5.Форма собирается и устанавливается на заливочный участок (рисунок 1.4.в.)
6. Производится заливка металла.
7. После затвердевания металла форма разрушается, и отливка очищается от формовочной смеси путем выбивки.
8. Отливка детали отделяется от элементов литниковой системы механическим путем, например обрубкой.
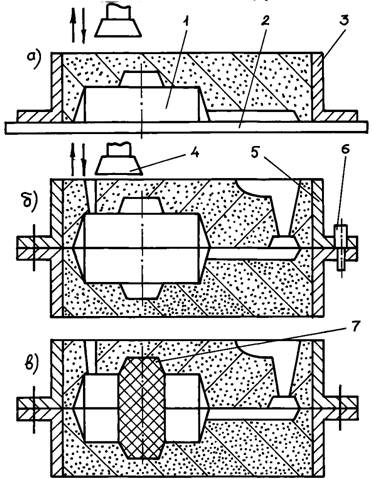
Рисунок 1.4 - Формовка в двух опоках по разъемной модели:
а) нижней опоки. б) верхней опоки. в) готовая форма в сборе.
1 – половина модели; 2 – подмодельная плита; 3 – нижняя опока;
4 – трамбовка;5 – верхняя опока; 6 – штырь; 7 – стержень.
Литье по газифицируемым моделям. Модели отливки и элементов литниковой системы в этом случае изготавливаются из пенополистирола с учетом припуска на механическую обработку и усадку металла отливки. Причем в модели втулки отверстие имеется. Отдельные модели склеиваются или свариваются в единую конструкцию и формуются в контейнере (рисунок 1.5).
Расплавленный металл заливается непосредственно на модели из пенополистирола, который мгновенно превращается в газ, оставляя пустоту для металла. После затвердевания металла производится выбивка и обрубка.
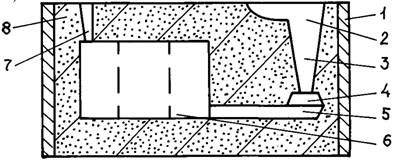
Рисунок 1.5 - Форма для получения отливки по газифицируемым моделям:
1-контейнер; 2-модель литниковой чаши; 3-модель стояка;
4-модель шлакоуловителя; 5-модель питателя; 6-модель отливки;
7-модель выпора; 8-формовочная смесь.
Литье в металлические формы. В отличие от вышеприведенных способов здесь форма изготавливается из металла (чаще всего из чугуна) и служит много сотен или тысяч раз. Для предотвращения сваривания заливаемого металла с внутренней поверхностью формы, последняя покрывается огнеупорным материалом.
Литье в кокиль представляет собой процесс получения отливки путем свободной заливки расплавленного металла в металлические формы-кокили. Для получения отверстия в отливке предусматривают песчаные или металлические стержни. Затвердевшая отливка в нагретом состоянии извлекается из формы с помощью выталкивателей, затем литниковая система отделяется механическим путем от отливки.
Эскиз простейшего кокиля для получения отливки втулки показан на рисунок 1.6.
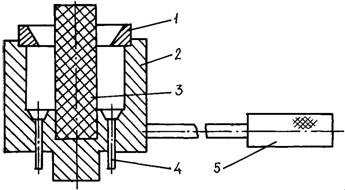
Рисунок 1.6 - Кокиль для получения отливки втулки.
1-крышка; 2-корпус; 3-стержень; 4-выталкиваткли; 5-ручка.
Центробежное литье. При этом способе отливки получают свободный заливной во вращающиеся формы. Отливки формируются под действием центробежных сил. Центробежные силы отбрасывают заливаемый металл к стенкам формы, где он затвердевает, образуя пустотелую отливку. При этом способе литья исключается применение стержней для образования центральных отверстий у отливок. Отливки отличаются большой плотностью и высокими механическими свойствами. Окончательная отработка отверстия производится механическим путем.
Эскиз металлической формы для получения отливки центробежным способом показан на рисунок 1.7.
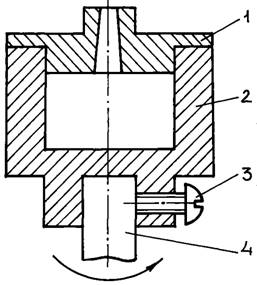
Рисунок 1.7 - Форма для получения втулки центробежным способом:
1-крышка; 2-разборный корпус; 3-винт крепления;
4-вращающийся вал;








