 2018-01-08
2018-01-08 571
571Течение металла при деформировании сопровождается скольжением его частиц по поверхности инструмента. В результате между инструментом и заготовкой возникают напряжения контактного трения т, направление которых противоположно течению металла. Наличие трения вызывает увеличение усилия деформирования, повышает износ инструмента, является причиной неоднородной деформации. Например, при осадке цилиндрическая заготовка приобретает бочкообразную форму, а различные части ее объема деформируются с разной степенью деформации. Деформируемый объем при осадке с трением можно разбить на три области (рис. 17.23). В области I деформация затруднена благодаря влиянию сил трения. Наиболее интенсивная деформация происходит в области II, в которой линии течения расположены наивыгоднейшим образом к направлению действующей силы. Области III получают меньшую степень деформации по сравнению с областью II, но большую, чем область I.
Протяжка — удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется последовательными обжатиями отдельных, примыкающих друг к другу участков заготовки при ее подаче вдоль оси. Сумма определенного числа обжатий, осуществляемых последовательно
 Рис. 17.23.Схема осадки с трением: 1 — боек; 2 — заготовка
Рис. 17.23.Схема осадки с трением: 1 — боек; 2 — заготовка
|
до определенной толщины заготовки, называется проходом. Два последовательных обжатия с промежуточной кантовкой (поворотом) между ними на 90° называются переходом. Протяжку выполняют в верхнем и нижнем плоских, верхнем плоском и нижнем вырезном или в обоих вырезных бойках.
Силы трения могут оказывать значительное влияние и на процесс протяжки. Например, при протяжке заготовки закругленными бойками (рис. 17.24) при одинаковой осадке ДЛ вытяжка Al будет тем больше, чем меньше коэффициент трения. Силы тре-
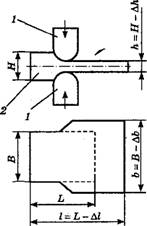 Рис. 17.24.Схема протяжки закругленными бойками: 1 — бойки; 2 — заготовка
Рис. 17.24.Схема протяжки закругленными бойками: 1 — бойки; 2 — заготовка
|
ния пропорциональны длине контакта инструмент — металл, вдоль которого происходит течение металла. Это объясняет влияние цгарины плоских бойков на характер течения металла при протяжке. Течение металла наиболее интенсивно происходит перпендикулярно большей стороне бойка, так как силы трения в этом направлении значительно меньше, чем силы трения, действующие вдоль большей стороны. Таким образом, чтобы добиться наилучшей вытяжки, необходимо тянуть металл узкими бойками.
Прошивка — получение полостей в заготовке за счет вытеснения материала. Она может использоваться как самостоятельная операция для образования отверстия либо как подготовительная операция для последующей раскатки или протяжки заготовки на оправке.
Отверстия диаметром до 500 мм пробивают сплошным прошивнем с применением подкладного кольца, а отверстия большего диаметра — полым прошивнем, применяя надставки в случае высокой заготовки. Часть металла, удаляемую в отход, называют выдрой.
Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы. Гибку осуществляют с помощью различных опор, приспособлений и в подкладных штампах.
Сварка — создание неразъемного соединения путем совместного пластического деформирования предварительно нагретых заготовок.
Скручивание — поворот части заготовки вокруг продольной оси. Осуществляют ее с помощью крана, например, при развороте колен коленчатых валов.
Отрубка — полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Отрубку топорами осуществляют для удаления прибыльной и донной частей слитка, лишних концов поковки или для разделения длинной поковки на более короткие части.
Раскатка — увеличение диаметра кольцевой заготовки за счет уменьшения ее толщины с помощью бойка и оправки. При раскатке ширина кольца несколько увеличивается. Инструментами для раскатки служат плоский боек, оправка и люнет.








