 2018-01-08
2018-01-08 705
705Деформация металла при горячей объемной штамповке ограничивается поверхностями полостей и выступов, изготовленных в отдельных частях штампа таким образом, что в конце операции они образуют единую замкнутую полость, называемую ручьем. Заготовкой при горячей объемной штамповке служит прокат различных профилей.
Горячей объемной штамповкой можно получать поковки сложной конфигурации без напусков, с небольшими припусками и допусками, что снижает объем последующей обработки резанием. Производительность штамповки значительно выше, чем ковки, и составляет десятки и сотни поковок в час. Усилие деформирования при штамповке выше, чем при ковке однотипных поковок. Поэтому горячей объемной штамповкой получают в основном поковки массой 20...30 кг и только в отдельных случаях массой до 3000 кг. Горячей объемной штамповкой производят заготовки для деталей различных узлов автомобилей, сельскохозяйствен
ных машин, станков, железнодорожного транспорта, самолетов И т.д.
|
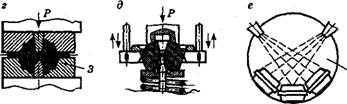
| Рис. 17.29.Схема технологического процесса горячей объемной штамповки: а— резка заготовки на пресс-ножницах; б— нагрев заготовки; в— осадка заготовок; г— штамповка; д— обрезка облоя и прошивка отверстия; е— очистка поковки от окалины |
| 4 |
| / |
| Разнообразие форм и размеров штампованных поковок, а также сплавов, применяемых Для их изготовления, привело к созданию различных способов штамповки и, соответственно, различных типов штампов и штамповочного оборудования. В зависимости от типа штамповразличают следующие способы горячей объемной штамповки: в открытых штампах, в закрытых штампах, штамповка выдавливанием, штамповка прошивкой, штамповка в разъемных матрицах. Штамповка в открытых штампахотличается тем* что полость штампа в процессе деформирования заготовки остается открытой (рис. 17.30) и штамповка сопровождается образованием |
Технологический процесс изготовления поковок горячей объемной штамповкой (рис. 17.29) в общем случае состоит из следующих основных операций: резки проката на мерные заготовки 1 на пресс-ножницах, нагрева заготовок в электрических или пламенных печах, осадки заготовки 2, штамповки в штампе 3, обрезки облоя (заусенца) и прошивки отверстия, термообработки и очистки поверхности от окалины в дробеметном барабане 4,

|
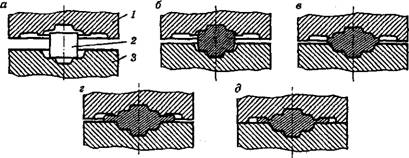 Рис. 17.30.Схема заполнения полости штампа металлом:а— начальная стадия; б— стадия осадки; в— одновременное течение металла в полость штампа и облой; г— заполнение углов; д— доштамповка
Рис. 17.30.Схема заполнения полости штампа металлом:а— начальная стадия; б— стадия осадки; в— одновременное течение металла в полость штампа и облой; г— заполнение углов; д— доштамповка
|
облоя вокруг поковки. Процесс штамповки можно разделить на следующие стадии:
□ начальная — заготовка 2 подвергается осадке между верхней 1 и нижней 3 частями штампа;
□ вторая — металл одновременно течет в полость штампа и в заусенечную канавку;
□ третья — облой блокирует по периметру полость штампа, и металл заполняет все полости штампа;
□ четвертая — доштамповка, т.е. вытеснение металла из полости штампа в облой.
При штамповке в открытом штампе облой выполняет двойную технологическую функцию: во-первых, на определенном этапе он блокирует течение металла из полости штампа, заставляя металл заполнять ее; во-вторых, компенсирует погрешность отрезки заготовки, что позволяет применять дешевые, высокопроизводительные способы их отрезки на пресс-ножницах. Однако образование облоя приводит к потерям металла до 20...25 % от объема заготовки и необходимости дополнительной операции — обрезки облоя в специальных обрезных штампах на обрезных прессах. Несмотря на указанные недостатки, штамповка в открытых штампах в настоящее время является наиболее распространенной.
Сложные, изогнутые поковки несимметричной формы выполняют многоручьевой штамповкой. При многоручьевой штамповке штамп имеет несколько ручьев постепенно усложняющейся
формы. В каждом из них заготовка деформируется с постепенным приближением к окончательным форме и размерам поковки. Ручьи в штампах подразделяются по назначению на штамповочные, заготовительные и отрубные.
Штамповочные окончательные ручьи служат для придания поковке окончательной формы. Их форма с учетом усадки металла при охлаждении в точности соответствует форме поковки. Чтобы уменьшить износ окончательного штамповочного ручья, применяют штамповочный предварительный ручей, форма которого также в основном повторяет форму поковки. Этот ручей не имеет заусенечной канавки, поэтому металл при деформации может вытекать в полость между штампами.








