 2018-01-08
2018-01-08 418
418Отрубные ручьи служат для отделения отштампованной поковки от прутка или отделения клещевины от поковки.
Пример штамповки в многоручьевом штампе на молоте поковки рычага из прутка круглого сечения показан на рис. 17.31.
Нагретая заготовка на длине I деформируется сначала в заготовительном протяжном руЧьё 1, служащем для уменьшения площади поперечного сечения на нужном участке заготовки и увеличения ее длины. Протяжку осуществляют аналогично ее
Эскиз поковки
| Номер ручья | 1 Эскизы переходов 1 ------------------ , г, | Форма ручья |
| •Е^э- | ||
| •ЩЦЦ- | ||
| 3 1 | -ее^э 1 | •ISil' |
| -ЕЦ^ | ||
| 6 |
| Рис. 17.31.Схема многоручьевой штамповки на молоте |
| О |
Эскиз штампа в 2 5 4 3 / /
выполнению при ковке на узких бойках с кантовкой после од- ного-двух ударов.
Протянутую заготовку перекладывают в подкатной ручей 2, который служит для увеличения размеров сечения на нужных участках и перераспределения объема металла вдоль оси заготовки в соответствии с распределением его в поковке. В этом ручье после каждого удара заготовку кантуют на 90°.
Затем заготовку передают в гибочный ручей 3, где за один удар ей придают форму, соответствующую форме поковки в плоскости разъема. После гибки заготовку деформируют в предварительном ручье 4 для максимального приближения ее формы к форме поковки. В этом ручье отсутствует облойная канавка, но небольшой облой может образовываться в полости разъема между поверхностями верхнего и нижнего штампов. Штамповку заканчивают в окончательном (чистовом) ручье 5, в котором по- ковкё придают окончательную форму и размеры, а излишек металла выдавливается в облойную канавку. Полученную поковку с облоем отделяют от прутка в отрубном ручье 6. В рассмотренном примере все ручьи расположены в одном штампе, но они могут быть размещены и в разных штампах, установленных на рядом стоящем оборудовании.
| 1 |
|
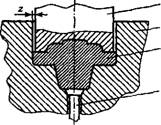
| Рис. 17.32.Схема объемной штамповки в закрытом штампе |
| 3 |
Штамповка в закрытых штампах характеризуется тем, что в процессе формообразования поковки весь объем металла заготовки заполняет полость штампа без образования облоя. Конструкция штампа (рис. 17.32) не предусматривает заусенечную канавку, а зазор г между верхней (пуансоном) 1 и нижней (матрицей) 2 частями штампа обеспечивает только их взаимное перемещение. Для удаления поковки 3 из штампа применяется выталкиватель 4. Штамповка в закрытых штампах позволяет
экономить металл и, кроме того, не требует специального оборудования, штампов и рабочей силы для обрезки облоя, однако заготовки должны иметь небольшой допуск по массе.
Классификацию методов объемной штамповки можно осуществлять и в зависимости от типа оборудования, на котором они выполняются: на молотах, на кривошипно-штамповочных прессах, на гидравлических прессах, на винтовых прессах и горизонтально-ковочных машинах.
Паровоздушные штамповочные молоты двойного действия предназначены для штамповки поковок разнообразной формы преимущественно в многоручьевых открытых штампах (рис. 17.33, а). По принципу действия они аналогичны ковочным молотам. Однако для обеспечения высокой точности поковок их конструкция выполняется более жесткой, направляющие 4 для движения бабы 7 под воздействием давления пара (сжатого воздуха) в рабочем цилиндре 6 имеют большую длину. Стойки 5 молота установлены на шаботе 1 и соединены с ним болтами 3 и пружинами 2, которые амортизируют удар, предохраняя болты от поломки. Паровоздушные штамповочные молоты изготавливают с массой падающих частей 500...30 ООО кг. Эти молоты всегда устанавливаются на виброизолированном фундаменте.
Фрикционные штамповочные молоты с доской (рис. 17.33,6) изготавливают с падающими частями массой 500... 1500 кг. Для штамповки доска 11 с бабой 7 после нажатия педали 8 освобождается кулачками 10 и поднимается роликами 9 на определенную высоту. Затем баба вместе с верхней частью штампа и доской устремляется вниз и деформирует заготовку в нижней части штампа, которая установлена на шаботе 1.
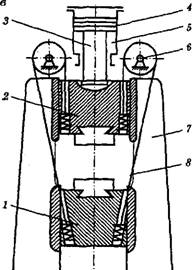
В последние годы для штамповки стали использовать бесша- ботные молоты, у которых имеются верхняя и нижняя бабы, движущиеся навстречу друг другу. Наиболее широко распространены бесшаботные молоты с ленточным механизмом (рис. 17.33, в). Они состоят из станины, которая включает четыре стойки 7. В верхней части стоек установлен рабочий цилиндр 5 с поршнем 4 и штоком 3, к которому прикреплена верхняя баба 2. Верхняя 2 и нижняя 1 бабы соединены ленточным механизмом связи, состоящим из ленты 8 (20...30 стальных полос толщиной 0,3...0,8 мм) и роликов 6. При движении поршня 4 вниз вместе со штоком 3 и верхней бабой 2 благодаря ленточному механизму связи нижняя баба
-ь

| Рис. 17.33.Штамповочные молоты:а—■ паровоздушный; б— фрикционный с доской; в— бесшаботный с двусторонним ударом ленточным механизмом |
| у}/////////////)/////;/?/////}/ |
u>о








