 2018-01-08
2018-01-08 647
647 Рис. 17.44. Схема гибки: 1 — матрица; 2 — заготовка; 3.— пуансон; NN — нейтральный слой; а • угол, на который сгибается заготовка
Рис. 17.44. Схема гибки: 1 — матрица; 2 — заготовка; 3.— пуансон; NN — нейтральный слой; а • угол, на который сгибается заготовка
|
Вытяжка — образование полой заготовки или детали из плоской или полой листовой заготовки. При вытяжке без утонения стенки предварительно вырубленную заготовку пуансоном протягивают через отверстие матрицы (рис. 17.45, а). По ширине фланца, равнойD-d(гдеd— диаметр отверстия в матрице, D— диаметр исходной заготовки), возникают радиальные растягивающие и тангенциальные сжимающие напряжения. Последние уменьшают диаметральные размеры заготовки, приводят иногда к некоторому утолщению материала верхнего торцевого края изделия, а приD - d> (18...20)S — к образованию складок, т.е. появлению брака. Чтобы утолщенный край изделия не утонялся, между поверхностями пуансона и матрицы предусматривают зазор 2 = (1,1...1,3)S. Для предотвращения образования складок применяют прижим фланца заготовки к плоскости матрицы.
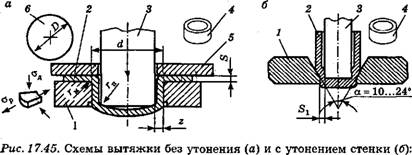 1 — матрица; 2 — деформируемая заготовка; 3 — пуансон; 4 — изделие; 5 — прижим; 6 — исходная заготовка; гм, га — радиус закругления матрицы и пуансона; а — угол штамповочного уклона матрицы
1 — матрица; 2 — деформируемая заготовка; 3 — пуансон; 4 — изделие; 5 — прижим; 6 — исходная заготовка; гм, га — радиус закругления матрицы и пуансона; а — угол штамповочного уклона матрицы
|
При вытяжке с утонением стенки (рис. 17.45, б) зазор между матрицей и пуансономS1меньше толщины стенки исходной заготовки, которая, сжимаясь между поверхностями пуансона и матрицы, утоняется и одновременно удлиняется. Толщина дна остается при этом неизменной. За один переход толщина стенки может быть уменьшена в 1,5...2 раза. Размер заготовки определяют из условия равенства объемов металла заготовки и изделия.
Отбортовка (рис. 17.46, а) — образование борта по внутреннему или наружному контуру листовой заготовки. При отбортовке отверстия металл в зоне деформации растягивается и утоняется.
Во избежание образования продольных трещин необходимо, чтобы коэффициент отбортовки
к,, =~- 1»2...1,8,
do
где d0 и d6— диаметр отверстия до и после отбортовки.
Значение k0 зависит от механических свойств металла и относительной толщины заготовки.








