 2018-01-08
2018-01-08 1116
1116В трансформаторах с увеличенным магнитным рассеянием (рис. 19.8) первичная Wj и вторичнаяW2обмотки разнесены по высоте магнитопровода 1. При прохождении тока по обмоткам возникают магнитные потоки. Основная часть магнитных потоков Ф, создаваемых намагничивающей силой первичной и вторичной обмоток, замыкается по стержню магнитопровода. Другая часть магнитных потоков замыкается по воздуху, создавая потоки рассеяния Фр1 и Фр2. Потоки рассеяния наводят в трансформаторе реактивную электродвижущую силу, которая и определяет его индуктивное сопротивление. В результате трансформатор имеет падающую характеристику.
а б 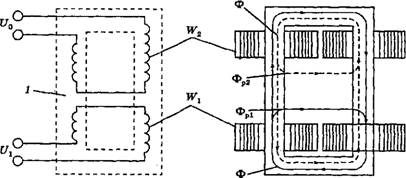 Рис. 19.8. Трансформатор с увеличенным магнитным рассеянием: а — электромагнитная схема; б — распределение магнитных потоков Рис. 19.8. Трансформатор с увеличенным магнитным рассеянием: а — электромагнитная схема; б — распределение магнитных потоков |
Изменение индуктивного сопротивления осуществляется следующими способами:
□ раздвижением катушек по высоте магнитопровода (трансформаторы типа ТС, ТД, ТДМ);
□ введением в окно магнитопровода подвижных шунтов (трансформаторы типа СТШ);
□ размещением в окне магнитопровода управляемых шунтов (трансформаторы типа ТДФ),
Трансформаторы с подвижными элементами рассчитаны на небольшие силы тока, обычно до 500 А. Более мощные трансформаторы выпускают с магнитными шунтами.
Изменяя расстояние между катушками, положение шунта в окне магнитопровода или подмагничивая управляемый шунт, производят плавное регулирование сварочного тока. Например, увеличением расстояния между катушками увеличивают индуктивное сопротивление рассеяния, а ток — уменьшают. Уменьшение расстояния приводит к увеличению тока.
Ступенчатое регулирование тока осуществляется путем переключения секций первичной и вторичной обмоток.
В трансформаторах с нормальным магнитным рассеянием (рис. 19.9) первичная и вторичная обмотки располагаются на маг- нитопроводе в одной плоскости. Благодаря такому размещению магнитные потоки рассеяния минимальны. Индуктивное сопротивление трансформатора незначительно. Для получения падающей характеристики в цепь дуги последовательно с вторичной обмоткой включают дополнительную реактивную катушку с регулируемым индуктивным сопротивлением.
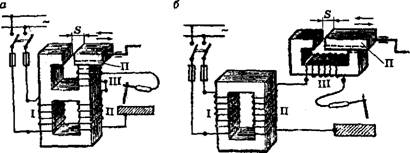 Рис. 19.9. Трансформаторы с нормальным магнитным рассеянием: а — схема трансформатора с совмещенной магнитной катушкой; б — то же, с отдельной реактивной катушкой; I, II, III — первичная, вторичная и реактивная обмотки; П — подвижный пакет магнитопровода дросселя; S — воздушный зазор в магнитопроводе Рис. 19.9. Трансформаторы с нормальным магнитным рассеянием: а — схема трансформатора с совмещенной магнитной катушкой; б — то же, с отдельной реактивной катушкой; I, II, III — первичная, вторичная и реактивная обмотки; П — подвижный пакет магнитопровода дросселя; S — воздушный зазор в магнитопроводе |
В зависимости от расположения реактивной катушки различают трансформаторы с совмещенной реактивной катушкой (трансформаторы типа СТН) и с отдельной реактивной катушкой (трансформаторы типа СТЭ).
Регулирование величины индуктивного сопротивления и со- отвётственно сварочного тока производится путем изменения воздушного зазора S. При минимальных зазорах обеспечивается максимальное индуктивное сопротивление катушки и минимальный ток, и наоборот.
Сварочные выпрямители применяются для ручной дуговой сварки покрытыми электродами, механизированной дуговой сварки под флюсом И в защитных газах. Выпрямители состоят из следующих элементов: трансформатора, выпрямительного пуско- регулирующего блока, измерительной и защитной аппаратуры.
В выпрямителях используются понижающие трансформаторы, аналогичные по принципу действия сварочным трансформаторам. Внешняя вольт-амперная характеристика выпрямителей определяется вольт-амперной характеристикой трансформатора.
Выпрямительные блоки собираются по мостовой схеме из полупроводниковых неуправляемых (диодов) и управляемых (тиристоров) вентилей.
Выпрямители, имеющие жесткую характеристику, состоят из трансформатора с нормальным рассеянием и нерегулируемого выпрямительного блока.
Работа однофазной мостовой схемы выпрямителя заключается в следующем (рис. 19.10). В положительный (условно) полупери-
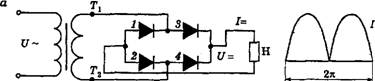 |
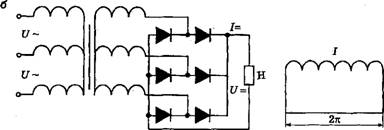 Рис. 19.10. Схема выпрямительных установок: а — однофазная мостовая схема;, б — трехфазная мостовая схема Рис. 19.10. Схема выпрямительных установок: а — однофазная мостовая схема;, б — трехфазная мостовая схема |
од ток проходит от точки Т1 трансформатора через вентиль 3, нагрузку Н, вентиль 2 и далее в точку Т2 трансформатора. В отрицательный (условно) полупериод ток проходит от точки Тг трансформатора через вентиль 4, нагрузку Н (в направлении, аналогичном предыдущему), вентиль 1 и далее в точку Тг трансформатора. В итоге через нагрузку протекает выпрямленный ток с положительными (условно) полупериодами.
Универсальными являются выпрямители, которые имеют регулируемый тиристорный выпрямительный блок, позволяющий обеспечить жесткую, пологопадающую и крутопадающую характеристики. Тиристорный блок используется в качестве регуляторов тока. К универсальным относятся сварочные выпрямители ВДУ-305, ВДУ-506, применяемые для ручной дуговой сварки покрытыми электродами, сварки в С02 и под флюсом.
Сварочные генераторы применяются для ручной дуговой сварки покрытым электродом, сварки под флюсом и сварки в защитных газах. В зависимости от назначения они могут иметь падающую или жесткую внешнюю вольт-амперную характеристику.
Генератор приводится в действие с помощью привода. Если используется приводной электродвигатель, то генератор называется сварочным преобразователем, если двигатель внутреннего сгорания — сварочным агрегатом.
Генератор Может иметь две электрические схемы (рис. 19.11):
□ с независимым возбуждением и последовательной размагничивающей обмоткой РО;
□ с параллельной намагничивающей НО и последовательной размагничивающей РО обмотками.
По первой схеме намагничивающая обмотка независимого возбуждения НО питается от постороннего источника постоянного тока, по второй — параллельная намагничивающая обмотка НО или, иначе, обмотка самовозбуждения питается от основной и вспомогательной щеток.
При протекании намагничивающего тока в генераторах образуется намагничивающий поток Фн. Изменяя ток намагничивания в цепи возбуждения с помощью реостата, осуществляют плавное регулирование напряжения холостого хода, а следовательно, и режима работы.
При сварке, когда сварочный ток проходит через последовательную размагничивающую обмотку РО, создается поток Фр,
| б |
 |
а
 |
 |
 йГ.9 йГ.9 |
| t |
| СП |
Р
r^J
Рис. 19.11. Принципиальные электрические схемы сварочных
генераторов:
а — с независимым возбуждением и последовательной размагничивающей обмоткой; б — с параллельной намагничивающей и последовательной размагничивающей обмотками
который направлен навстречу потоку Фн. Результирующий поток уменьшится, одновременно снизится напряжение на зажимах генератора, т.е. обеспечивается рабочее напряжение дуги.
Источники питания дуги постоянным током (выпрямители и генераторы) обладают следующими преимуществами перед источниками переменного тока:
□ более устойчивое горение дуги из-за отсутствия затуханий, связанных с изменением полярности переменного тока;
□ высокое качество сварки благодаря высокой стабильности дуги постоянного тока;
□ возможность применения всех выпускаемых промышленностью марок электродов, в то время как для сварки переменным током электроды некоторых марок непригодны;
□ меньшая чувствительность к колебаниям напряжения в сети;
□ сварочные агрегаты удобны для использования в местах, где отсутствует электроэнергия.
Основой инверторных источников питания сварочной дуги является инвертор. В общем случае он представляет собой устройство, служащее для превращения постоянного тока в переменный. Применяемые в современных сварочных источниках питания транзисторные инверторы, созданные на базе последних достижений в области энергетической электроники, позволяют
не только получать переменный ток очень высокой частоты (20...70 кГц), что, как следствие, влечет за собой возможность значительного снижения массы источника, но и активно участвовать в контроле и быстродействующем регулировании силы сварочного тока в зависимости от условий протекания процесса сварки. Инверторные источники питания обеспечивают:
□ легкое возбуждение дуги за счет временного повышения силы сварочного тока в момент ее зажигания (в некоторых источниках активизирована также функция, предупреждающая залипание электрода путем мгновенного резкого снижения тока короткого замыкания);
□ устойчивость горения и стабильность параметров дуги, в том числе при колебании напряжения питающей сети;
□ плавное регулирование силы сварочного тока с возможностью дистанционного управления. Все это способствует значительному улучшению хода сварочного процесса, повышению качества сварных швов и снижению расхода электроэнергии.
Структурная схема источников питания инверторного типа показана на рис. 19.12. Переменный ток промышленной частоты (50 Гц) поступает в низкочастотный выпрямитель 1 и после выпрямления превращается в инверторе 2 в переменный ток высокой частоты (до 70 кГц). Затем с помощью понижающего силового трансформатора 3 входное напряжение уменьшается до значения, требуемого для нормального и безопасного ведения сварки. Высокочастотный выпрямитель 4 преобразует переменный ток в постоянный. Формирование необходимой для ручной дуговой сварки внешней характеристики, контроль и регулирование параметров сварочного процесса осуществляют с помощью
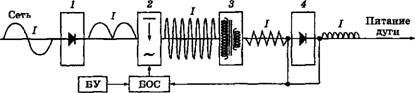 Рис. 19.12. Структурная схема инверторного источника питания постоянного тока: БУ — блок управления; БОС — блок обратной связи; I — графики изменения тока во времени Рис. 19.12. Структурная схема инверторного источника питания постоянного тока: БУ — блок управления; БОС — блок обратной связи; I — графики изменения тока во времени |
блоков обратной связи и управления. В источниках питания, предназначенных для сварки не только постоянным, но и переменным током, добавляется вторичный инвертор для превращения постоянного тока в переменный. При ручной дуговой сварке в подавляющем большинстве случаев применяют инверторные источники питания постоянного тока.
Масса и габаритные размеры инверторных источников питания в несколько раз меньше аналогичных показателей сварочных выпрямителей. Это обусловлено резким снижением размеров понижающего силового трансформатора, являющегося основным массоносителем обоих типов источников питания.

