 2018-01-08
2018-01-08 2169
2169Контактная электрическая сварка является основным видом сварки давлением. Все способы контактной сварки основаны на нагреве и пластической деформации заготовок в месте их соединения. Нагрев осуществляется теплотой, которая выделяется при прохождении электрического тока через находящиеся в контакте соединяемые части.
Под термином «контактная сварка» подразумевают процесс образования неразъемных соединений металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилием сжатия.
Известные способы контактной сварки классифицируются по следующим признакам:
о технологии получения соединений —точечная, рельефная, шовная, стыковая;
□ состоянию металла в зоне сварки — с расплавлением металла и без расплавления;
□ способу подвода тока — одно- и двусторонняя;
□ числу одновременно выполняемых соединений — одноточечная, многоточечная, сварка одним или несколькими швами и т.д.;
□ характеру перемещения роликов при шовной сварке — непрерывная (с постоянным вращением роликов) или шаговая (с остановкой роликов во время сварки).
Точечная сварка — способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания. При точечной сварке (рис. 20.1, а) детали 1 собирают внахлестку, сжимают усилием электродами 2, к которым подключен источник 3 электрической энергии. Детали нагреваются при кратковременном прохождении тока 1СВ до образования зоны взаимного расплавления деталей 4, называемой ядром. Нагрев
зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей вокруг ядра.
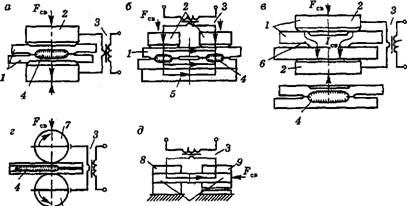 Рис. 20.1. Основные способы контактной сварки: а, б — точечная; в — рельефная; г — шовная; д — стыковая Рис. 20.1. Основные способы контактной сварки: а, б — точечная; в — рельефная; г — шовная; д — стыковая |
| J7 1 |
| Основными параметрами режима точечной сварки являются сварочный ток /св, время протекания тока £св, усилие сваркиFCB, диаметр рабочей поверхности электродовd3,усилие проковкиFK. Наиболее распространенные циклограммы изменения усилия и тока при точечной сварке приведены на рис. 20.2. Рельефная сварка — одна из разновидностей точечной сварки. При этом на поверхности одной из деталей предварительно формируют выступ — рельеф 6 (рис. 20.1, в), который ограничивает начальную площадь контакта деталей, в результате чего, |
После выключения тока расплавленный металл ядра быстро кристаллизуется, и между соединяемыми деталями образуются металлические связи. Таким образом, соединение при точечной сварке получают в результате расплавления металла. По способу подвода тока к свариваемым деталям различают двустороннюю и одностороннюю сварку. В первом случае (рис. 20.1, а) электроды 2 подводят к каждой из деталей 1, а во втором (рис. 20.1, б) — к одной из деталей. Для повышения плотности тока в точках касания деталей нижнюю деталь прижимают к медной подкладке 5, которая одновременно выполняет роль опоры.
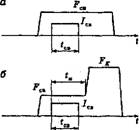 Рис. 20.2. Циклограммы точечной сварки: а — с постоянным усилием FCB;б — то же, с приложением усилия проковкиFK Рис. 20.2. Циклограммы точечной сварки: а — с постоянным усилием FCB;б — то же, с приложением усилия проковкиFK |
при сварке в этой зоне повышаются плотность тока и скорость тепловыделения. При нагреве рельеф постепенно деформируется; на определенной стадии процесса сварки образуется ядро 4, как при обычной точечной сварке. Часто на поверхности детали выполняют несколько рельефов или один протяженный выступ замкнутой формы (например, в виде кольца) и после прохождения сварочного тока получают одновременно несколько точек или непрерывный плотный шов (контурная рельефная сварка).
Шовная сварка — способ получения герметичного соединения (шва) путем образования ряда перекрывающихся точек. Подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов — роликов 7 (см. рис. 20.1, г). Как и при точечной сварке, детали собирают внахлестку и нагревают кратковременными импульсами сварочного тока. Перекрытие точек достигается соответствующим выбором пауз между импульсами тока и скорости вращения роликов. В зависимости от того, вращаются ролики при сварке шва непрерывно или останавливаются на время прохождения сварочного тока, различают непрерывную и шаговую сварку.
К основным параметрам шовной сварки относятся сварочный ток 1СВ, усилиеFca,время протекания токаtCB,время паузыtn, ширина рабочей поверхности роликов /р, скорость сварки исв.
Наиболее распространенные циклограммы изменения усилия и тока при шовной сварке показаны на рис. 20.3.
Стыковая сварка — способ контактной сварки, при котором детали соединяются по всей площади касания. Детали 1 (см. рис. 20.1, д) закрепляют в токопроводящих зажимах 8 и 9,
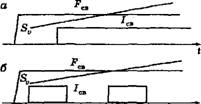 t Рис. 20.3. Циклограмма шовной сварки: а — с непрерывным включением тока /св, непрерывным вращением роликовS„,постоянным усилиемFCB; б — с прерывистым включением тока 1СВ, непрерывным вращением роликов S„, постоянным усилием Fct t Рис. 20.3. Циклограмма шовной сварки: а — с непрерывным включением тока /св, непрерывным вращением роликовS„,постоянным усилиемFCB; б — с прерывистым включением тока 1СВ, непрерывным вращением роликов S„, постоянным усилием Fct |
один из которых подвижный и соединен с приводом усилия сжатия машины. По степени нагрева металла торцов деталей различают стыковую сварку сопротивлением и оплавлением.
При стыковой сварке сопротивлением детали 1 предварительно сжимают усилиемFи включают сварочный трансформатор 3. По деталям протекает сварочный ток 1СВ, в результате чего происходит постепенный назрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт и образуется соединение.
При стыковой сварке оплавлением вначале на детали подают напряжение от сварочного трансформатора, а затем их сближают. При соприкосновении деталей на отдельных небольших участках из-за большой плотности тока металл нагревается и взры- вообразно разрушается. Нагрев торцов деталей происходит за счет непрерывного образования и разрушения кйнтактов — перемычек, т.е. оплавления торцов. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко увеличивают скорость сближения и усилие осадки деталей. Торцы смыкаются, большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливается из зоны сварки, образуя утолщение — грат. Сварочный ток автоматически выключается во время осадки деталей.
Основными параметрами стыковой сварки сопротивлением являются сварочный ток /с„ (или плотность тока /'), время протекания тока tCB, усилие сварки — начальное усилие сжатия FC)K
и усилие осадкиFoc(или соответственное начальное давление рн и давление осадки рос), установочная длина детали 10 (расстояние от торца детали до зажима); стыковой сварки оплавлением — плотность тока при оплавлении;опл, припуск на оплавление Аопл или время оплавленияtonJ1,скорость оплавления иопл, величина осадки Aqc(или длительность осадки £ос), величина осадки под током Дос (или длительность осадки под током £ос.т), усилие осадкиFoc(или давление осадки pj), установочная длина детали 10.
Циклограмма стыковой сварки приведена на рис. 20.4.

