 2018-01-08
2018-01-08 765
765Для обработки заготовок небольших габаритных размеров (600 х 600 х 100 мм) применяют поперечно-строгальные станки. Для крупногабаритных корпусных заготовок большой длины (2...12 м) применяют продольно-строгальные станки.
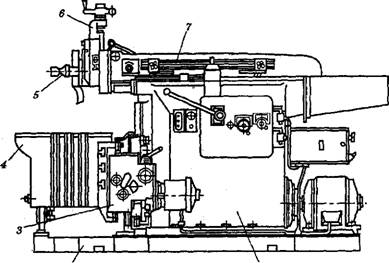
Поперечно-строгальный станок (рис. 22.34) состоит из основания 1, станины 2, траверсы 3, которая двигается по вертикальным направляющим станины, и стола 4, установленного на траверсе консольно. По верхним горизонтальным направляющим стйнины перемещается ползун 7. Движение ползуна задают либо кулисным механизмом, либо гидроприводом, размещенными в станине станка. На торце ползуна смонтирован вертикальный суппорт 6, который может поворачиваться относительно продольной оси ползуна. Резец закрепляется в откидном резцедержателе 5. Движение подачи совершается во время холостого хода ползуна.
Исполнительным механизмом продольно-строгальных станков является стол, несущий обрабатываемую заготовку, и два, а иногда четыре суппорта (в зависимости от конструкции с,танка).
 2 1
Рис. 22.34.Поперечно-строгальный станок
2 1
Рис. 22.34.Поперечно-строгальный станок
|
Исполнительным механизмом долбежного станка (рис. 22.35) являются ползун 7 с резцедержателем 6 и стол 4. На станине 1 располагается стойка 8 с направляющими для ползуна. Возвратно-поступательное движение резания совершает ползун с резцом. Прерывистое движение подачи в продольном, поперечном, а также круговом направлениях сообщается заготовке путем перемещения салазок 2 и 3 со столом вокруг своей вертикальной оси. Управление станка осуществляется при помощи кнопочной станции 5.
Обработка на зубообрабатываюших станках

|
Зубообрабатывающие станки применяют для нарезания и чистовой обработки зубчатых колес.








