 2018-01-08
2018-01-08 815
815
|
| Рис. 22.35.Долбежный станок |
Зубья цилиндрических зубчатых колес нарезают методом копирования и методом обкатки (огибания).
Метод копирования основан на профилировании зубьев фасонным инструментом, профиль режущей части которого соответствует профилю впадины нарезаемого зубчатого колеса. По этому методу нарезают зубчатые колеса дисковыми и пальцевыми модульными фрезами на фрезерных станках, последовательно, по одной впадине, с использованием делительной головки. При фрезеровании впадины между зубьями колеса фрезе сообщается главное вращательное движение, а заготовке — продольная подача (рис. 22.36). После окончания фрезерования одной впадины стол станка возвращают в первоначальное положение, заготовку поворачивают на 1/г часть оборота (2 — число зубьев зубчатого колеса) и начинают повторный цикл обработки. Метод копирования не обеспечивает высокой точности и имеет низкую производительность.
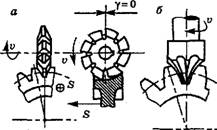 Рис. 22.36. Фрезерование зубчатых колес: а — дисковой фрезой; б — пальцевой фрезой
Рис. 22.36. Фрезерование зубчатых колес: а — дисковой фрезой; б — пальцевой фрезой
|
МетоО обкатки основан на имитации зацепления зубчатой пары, в состав которой входят режущий инструмент и заготовка. Режущие лезвия инструмента имеют профиль зуба сопряженного колеса. Боковая поверхность зуба на заготовке образуется как огибающая последовательных положений режущих лезвий инструмента при их относительном перемещении. Этот метод обеспечивает непрерывное формообразование зубьев колеса, имеет высокую производительность и точность.
По методу воспроизводства зацепления цилиндрических зубчатых колес работают зубодолбежные станки. Долбяк (рис. 22.37, а) и деталь взаимно вращаются со скоростями Uj и и2, осуществляя движение обкатки, причем за один оборот долбяка деталь совершаетzjzоборотов {гц — число зубьев долбяка;z— чИсло зубьев детали). Кроме вращательного движения долбяк совершает возвратно-поступательное движениеvp, vxпараллельно оси детали. Рабочее движение долбяка осуществляется вниз, холостое — вверх. Врезание долбяка на полную глубину резания осуществляется с радиальной подачейSBp,после чего она прекращается, и продолжается движение обкатки. Этим методом можно нарезать также цилиндрические зубчатые колеса с внутренним зацеплением (рис. 22.37, б).
По методу воспроизводства зацепления зубчатого колеса с рейкой работают зубострогалъные станки. Зуборезная гребенка (рис. 22.37, в) получает возвратно-поступательное движение
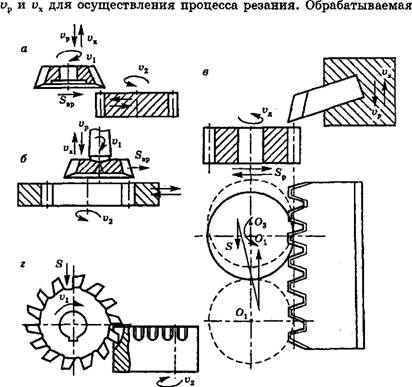 Рис. 22.37.Нарезание цилиндрически* зуичатых колеи:а, б— зуборезным долбяком; в— зуборезной гребенкой;г— червячной модульной фрезой
Рис. 22.37.Нарезание цилиндрически* зуичатых колеи:а, б— зуборезным долбяком; в— зуборезной гребенкой;г— червячной модульной фрезой
|
деталь совершает вращательноеvRи поступательное Spдвижения, осуществляя обкатку. За время поворота детали на 1 /г часть окружности (г — чйсло зубьев нарезаемого колеса) она перемещается на один шаг. Поступательное перемещениеSpслужит для установки на глубину резания. Этим методом производится нарезание колес циклами. При перемещении центра вращения заготовки из Oj в 02 происходит нарезание зубъев в пределах цикла. Затем зуборезная гребенка прекращает возвратно-поступательное движение, будучи в верхнем положении, и тем самым расцепляется с заготовкой. Тогда заготовка быстро возвращается из положения 02 в 0„ после чего перекатывается из положения Oj в 03 и снова в 0Р Этим самым устраняет люфты в кинематической цепи. Затем цикл нарезания зубьев повторяется снова. За время одного цикла нарезается один, два или три зуба.
По методу воспроизводства зацепления червячной пары работают зубофрезерные станки. Червячная модульная фреза (рис. 22.37, г) совершает вращательное движение (движение резания) и поступательное перемещениеSвдоль оси детали (вертикальная подача). Деталь, осуществляя движение обкатки, получает вращательное движение и2, согласованное с вращательным движением фрезы.








