 2018-01-08
2018-01-08 861
861На строгальных станках обрабатывают вертикальные, горизонтальные и наклонные плоскости, канавки различного профиля, фасонные поверхности и т.п. При,строгании инструмент или заготовка возвратно-поступательно перемещаются относительно друг друга. Это движение по образующей называют главным движением резания. Перемещение заготовки или инструмента перпендикулярно движению резания обеспечивается движением подачи.
Строгальные станки подразделяют на поперечно-строгальные и продольно-строгальные. У поперечно-строгальных станков движение резания сообщается инструменту, а движение подачи передается на заготовку. У продольно-строгальных станков движение резания сообщается заготовке, а движение подачи — инструменту.
При строгании (рис. 22.32, а) срезание припуска происходит во время рабочего хода, во время вспомогательного (обратного) хода заготовка возвращается в исходное положение. Перемещение заготовки или инструмента на величину подачи в поперечном направлении осуществляется в конце вспомогательного хода. Для сокращения времени цикла при строгании скорость вспомогательного хода больше скорости рабочего.
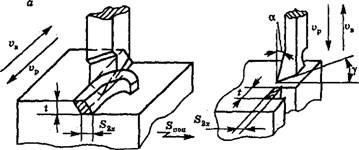 Рис. 22.32. Схемы обработки на строгальных (а) и долбежных (б)
станках
Рис. 22.32. Схемы обработки на строгальных (а) и долбежных (б)
станках
|
Резание при строгании имеет свои особенности. Силы резания действуют на резец только в период рабочего хода, а в период вспомогательного хода происходит охлаждение резца, что увеличивает его стойкость. Каждое врезание резца в заготовку при строгании сопровождается ударной нагрузкой, поэтому резец должен быть более массивным и жестким.
У долбежных станков резец совершает возвратно-поступательное движение в вертикальной плоскости (рис. 22.32, б). Движение резца вниз является рабочим, вверх — вспомогательным ходом. Движение, осуществляемое заготовкой, может быть продольным, поперечным и круговым. На долбежных станках производится обработка пазов, шпоночных канавок, уступов, круговое долбление наружных и внутренних фасонных поверхностей.








