 2018-01-08
2018-01-08 758
758Для нарезания зубчатых колес применяют зубодолбежные, зубострогальные и зубофрезерные станки. Наиболее распространенными являются зубофрезерные и зубодолбежные станки.
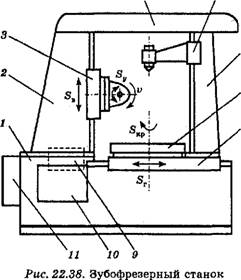
На зубофрезерных станках червячной модульной фрезой нарезают цилиндрические колеса внешнего зацепления с прямыми и косыми зубьями. На рис. 22.38 показан зубофрезерный станок.
На станине 1 установлена неподвижная стойка 2. Фрезу, закрепленную на оправке, устанавливают в шпинделе фрезерного суппорта 3, который перемещается по вертикальным направляющим стойки. Заготовку закрепляют на оправке вращающегося стола 7. Верхний конец оправки поддерживается подвижным кронштейном 5. Салазки 8 обеспечивают горизонтальное перемещение стойки 6 и стола 7 по направляющим станины. Поперечина 4 связывает обе стойки и тем самым повышает жесткость станка.
С помощью гитары скоростей 9 устанавливают частоту вращения шпинделя. Гитара деления (обкатки) 11 служит для сообщения заготовке окружной скорости, необходимой для автоматического деления заготовки на заданное число зубьев. С помощью гитары подач 10 устанавливают вертикальную подачу фрезы или горизонтальную подачу заготовки. Гитара дифференциала (находится в одной коробке с гитарой подач) сообщает заготовке дополнительное вращательное движение при нарезании колес с косым зубом. Она позволяет увеличить или уменьшить скорость вращения заготовки, которая определяется настройкой делительной гитары, и получить левый или правый наклон зубьев колеса. Данные станки с программным управлением нарезают зубчатые колеса в автоматическом режиме.
4 5
|
На зубодолбежных станках нарезают цилиндрические зубчатые колеса внешнего и внутреннего зацепления с прямыми и косыми зубьями, а также шевронные колеса.
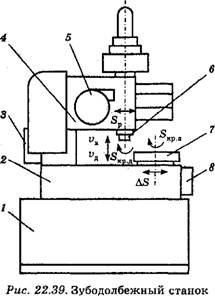
На рис. 22.39 показан вертикальный зубодолбежный станок. Станина станка состоит из двух частей — нижней 1 и верхней 2.
|
Долбяк, закрепленный в, Шпинделе 6, получает вращение 5кр д и одновременно возвратно-поступательное движениеvxи ид. Суппорт 4 перемещается по направляющим станины 2 в поперечном направлении. Заготовку закрепляют на шпинделе стола 7 и сообщают ей вращательное движение SKp a. Кроме того, заготовка имеет возвратно-поступательное движение в горизонтальной плоскости для отвода заготовки от долбяка перед каждым его холостым ходом. Гитара скоростей 8 предназначена для изменения числа двойных ходов долбяка в минуту. Гитара деления 3 сообщает долбяку окружную скорость для автоматического деления заготовки на заданное число зубьев. С помощью механизма подачи 5 устанавливают радиальную подачу долбяка. Зубодолбежные станки работают по полуавтоматическому циклу.








