 2018-01-08
2018-01-08 1899
1899(долблении). Устройство резцов
Скорость резания v(м/мин) при строгании и долблении (см. рис. 22.32) — это скорость прямолинейного движения ползуна с резцом при рабочем ходе для поперечно-строгальных и долбежных станков, или скорость раоочего хода стола для продольно- строгальных станков. Для строгальных станков с механическим приводом
Ln
v=---------,
а для станков с гидравлическим приводом и бесступенчатым регулированием
v = JdL(k + 1), 1000
гдеL— длина хода резца (или стола); п — число двойных ходов; k— отношение скорости рабочего ходаvpк скорости вспомогательного хода и„.
Подача S2x(мм) определяется характером обработки, типом резца и требованиями к шероховатости обработанной поверхности.
Глубиной резания tпри строгании и долблении является кратчайшее расстояние между обработанной и обрабатываемой поверхностями. Глубина резания зависит от припуска на обработку, характера обработки и мощности станка.
Если при строгании нет лимитирующих факторов, то глубину резания выбирают при получистовой обработке 1...2 мм, а при чистовой — 0,2...1 мм. В зависимости от требований к шероховатости обработанной поверхности при строгании обычными резцами подача (мм/дв. ход) для чистовой обработки выбирается равной t/Ъ..Л/Ю. Скорость резания ограничивается условиями обработки, обрабатываемым и инструментальным материалами, жесткостью системы и может достигать 6...35 м/мин.
Для предотвращения заклинивания при резании строгальные резцы делают изогнутыми (рис. 22.33). При прямом стержне сила резания изгибает резец вокруг точки О, что вызывает внедрение резца в обрабатываемую заготовку, увеличивает глубину резания и приводит к появлению задиров. При изогнутом стержне внедрение уменьшается, а при нахождении вершины резца в опорной плоскости оно отсутствует, так как радиус изгибаRравен вылету резца.
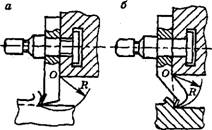 Рис: 22.33. Конструктивные особенности строгальных резцов: а — стержень резца прямой; б — стержень резца изогнутый Рис: 22.33. Конструктивные особенности строгальных резцов: а — стержень резца прямой; б — стержень резца изогнутый |
Долбежные резцы проектируются изогнутыми вперед, так как они работают при вертикальном перемещении и формируют срезаемый слой металла своей нижней частью. Долбежные резцы бывают проходные, прорезные и для шпоночных пазов.
Геометрические параметры строгальных и долбежных резцов те же, что и у токарных, но в связи с тем что строгальные резцы работают с ударом, передний угол у них на 5...10° меньше, чем у токарных. Задний угол а у строгальных резцов принимают 8... 15°. Главный угол в плане <р у проходных строгальных резцов 30.,.75°, вспомогательный угол в плане у проходных резцов Ф|.= 10...30°, а для отрезных резцов ф, = 2...30.

