 2018-01-21
2018-01-21 1486
1486
Єдина система допусків і посадок (ЄСДП) у машинобудуванні передбачає асиметричні, односторонні допуски, коли поле допуску отвору в системі отвору СD розташовується в плюс від номінального розміру (нульової лінії), а поле допуску вала сd — в мінус від цього розміру.
Під номінальним розміром L будемо розуміти обчислений (або взятий із конструктивних міркувань) розмір, який є загальним для з'єднання.
У системі ЄСДП отвору H нижнє відхилення ЕІ дорівнює нулю, а верхнє ЕS — допуску за відповідним розміром і квалітетом, допуски вала (балки) добираються залежно від призначеної посадки в з'єднанні.
У системі вала (балки) верхнє відхилення еs дорівнює нулю — номінальному розміру з'єднання, а нижнє еі відкладається вниз відповідно до розміру і допуску за квалітетом. За відповідною посадкою добираються розміри отворів (рис. 6.1, а, б).
 |
Таке розташування полів допусків основної деталі не може задовольнити всі проблеми, які виникають у будівельній практиці (наприклад, при розбиванні осей, зміщенні фундаментів, стін, колон, перегородок відносно осей розбивки, відхиленні від перпендикулярності елементів конструкцій при монтажі), де необхідно симетрично розміщувати поля допусків на основну деталь. Отже, у будівництві можуть бути єдиними тільки симетричні системи: система отвору СО, коли поле допуску на основну деталь — отвір — розташовується симетрично відносно номінального розміру ±gs, а поля допусків вала (балки) розташовуються по-різному, зумовлюючи тим самим характер спряження — посадки (рис. 6.1, в); система балки СБ, коли поле допуску на основну деталь—балку — розташовується симетрично відносно номінального розміру, по-різному здійснюючи тим самим характер з'єднання посадки (рис. 6.1, г).
Аналіз характеру спряжень показав, що в будівельній практиці переважно застосовуватиметься система отвору.
7.3. Одиниця допуску і
У машинобудуванні й приладобудуванні Єдиною системою допусків і посадок встановлено:
при розмірах до 500 мм одиниця допуску обчислюється за формулою

при розмірах 500—3150мм

(ГОСТ 25346—89).
Якщо врахувати, що будівельні деталі дістають із форм, виготовлених на машинобудівних підприємствах, або обробляють на верстатах, то прийнята в машинобудуванні одиниця допуску і, мкм, буде такою самою і для системи допусків у будівництві, що й взято за основу при подальших розрахунках.
У Єдиній системі допусків і посадок (ЄСДП) і Системі забезпечення точності геометричних параметрів у будівництві (СЗТГПБ) прийнято єдине позначення лінійного розміру геометричного параметра Ь, мм.
Залежно від нормуючого геометричного параметра, характеристики технологічного процесу або операції (виготовлення,розбивання, встановлення, монтажу, виду допуску) ГОСТ 21779—82рекомендує формули для обчислення одиниці допуску (табл. 6.1).
Класи точності
Класи точності визначають значення допуску для якихось конкретних умов. Деталь, виготовлена в межах, обумовлених полем допуску, вважалась придатною для використання.
 Допуск Т є різницею між найбільшим Lmax i найменшим Lmin, граничними розмірами виробу, тобто
Допуск Т є різницею між найбільшим Lmax i найменшим Lmin, граничними розмірами виробу, тобто

Як видно з рис.6.2,

де ВВо, ВВб, НВо, НВб — відповідно верхні і нижні відхилення отвору і балки;
LmaxO, LmaxБ — найбільші граничні розміри відповідно отвору і балки; LmaxO, LmaxБ — найменшіграничнірозміри відповідно отвору і балки. З рис. 6.2 також можна дістати

Отже, допуск можна визначити як через граничні розміри,так ічерез граничні відхилення ВВ і НВ.
Для практичних цілей доцільно визначити допуск через одиницю допуску, бо тільки це дає можливість порівнювати, яка деталь виготовлена точніше:

де і — одиниця допуску (див. табл. 6.1); k — коефіцієнт точності,який показує, скільки одиниць і містить допуск.
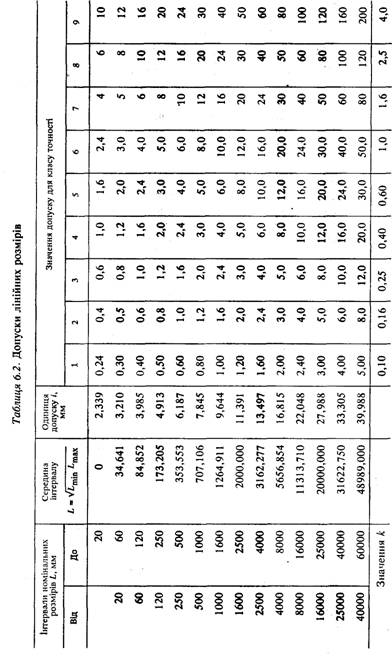
Обчислення допуску через i та k дає змогу визначати класи точності, присвоюючи кожному з них своє значення k. Так, при визначенні технологічних допусків у будівництві в табл. 6.2 (допуски лінійних розмірів) для кожного класу точності 1,...,9 наведено значення k, що відповідають кращим числам ряду R10, крім числа 0,60, яке належить до ряду R" 10.
Посадки
Характер з'єднання деталей, що визначається величиною зазорів або натягів, які утворюються більшою або меншою свободою їх у ньому, називається посадкою. Можливі три групи посадок: нерухомі, перехідній із зазором.
Нерухомі посадки (з натягом) мають гарантований натяг, тобто вони є з'єднаннями, в яких розмір балки до складання завжди більший за розмір отвору. Ця група посадок не застосовується в будівельному виробництві, оскільки потребує високої точності виготовлення переважно сталевих деталей.
Перехідні посадки — нерухомі посадки, в яких нерухомість забезпечується за рахунок додаткових (допоміж-них) засобів кріплення (болтів, штифтів, цвяхів, шипів, нагелів, клею тощо); ці посадки можуть мати як найбільший натяг, так і найбільший зазор. Ця група посадок дуже чутлива до коливань допусків, тому їх можна вважати нерухомими тільки в класах точності 1, 2, 3, 4 і в діапазоні від 20 до 3150 мм.
В основу розрахунку найбільшого натягу Nmaх і найбільшого зазору Smaх для перехідних посадок слід покласти значення допуску за схемою розташування полів допусків (рис. 6.3).
У ЄСДП встановлено чотири перехідні посадки п, т, k,gs, які доцільно рекомендувати і в будівництві за назвою і скороченими позначеннями: будівельна глуха — Бn; будівельна туга — Бm; будівельна напружена — Бk; будівельна щільна — Бgs. У цих посадках значення допусків такі:

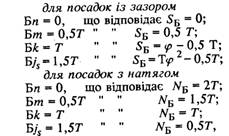
де  — максимальний натяг, мкм; SБ — максимальний зазор, мкм, при То = Tб = Т.
— максимальний натяг, мкм; SБ — максимальний зазор, мкм, при То = Tб = Т.
Проведені розрахунки показали, що посадки Бn і Бm можна застосовувати тільки в класах точності 1 і 2; посадку Б/с — в класах точності 1, 2, 3; посадку Бk — в класах точності 1, 2, 3, 4. Проте подальші дослідження привели до висновку, що будівельні посадки доцільно мати в класах точності 5, 6, 7, 8 для
випадків, коли на значних поверхнях необхідно дістати з'єднання з нульовими зазорами, наприклад при облицьовуванні, настиланні підлоги тощо.
Інтервали розмірів
Системи допусків і посадок повинні супроводжуватися зручними для практичного застосування довідковими таблицями заздалегідь обчислених відхилень, найбільших, найменших і середніх зазорів і натягів. Складати таблиці для кожного розміру в міліметрах (який, можливо, коли-небудь трапиться на практиці) недоцільно, бо вони дуже громіздкі. Тому при складанні таблиць для ЄСПД було прийнято рішення — розбити всі діапазони розмірів на інтервали таким чином, щоб розрахункова величина для середнього значення інтервалу не відрізнялась від розрахункових величин допусків для крайніх значень більше, ніж на 8-9 %, що дає можливість скоротити розміри таблиць без зниження їхньої якості. Так, у ГОСТ 25346—89 розміри від 1 до 3150 мм розбито на 21 інтервал, у ГОСТ 25348—82 розміри від 3150 до 10000мм — на п'ять інтервалів, а в ГОСТ 26179—84 розміри від 10000 до 40000мм — на шість інтервалів. Проте оскільки в будівництві нечасто трапляються розміри від 1 до 20 мм, вирішили, що можна об'єднати інтервали, які застосовуються в машинобудуванні, до 3; від 3 до 6; від 6 до 10; від 10 до 18мм в один інтервал від 1 до 20 мм.
У будівництві прийнято діапазон розмірів від 1 до 160000ммрозбивати на дев'ять інтервалів, а допуски лінійних розмірів від 20 до 60000 мм — на 14 інтервалів, які наведено у відповідних таблицях.








