 2018-01-21
2018-01-21 927
927
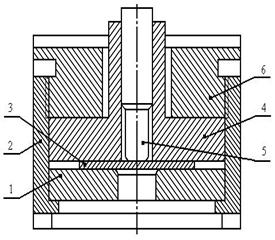
Расчётная схема и эскиз сборочного чертежа вытяжного штампа показаны на рис. 9 и 10. При заданном по чертежу готового изделия внутреннем диаметре d (см. рис. 6) диаметр пуансона dп принимают равным величине d, т. е. dп = d.
Тогда диаметр матрицы dм должен быть больше диаметра пуансона на удвоенную величину одностороннего зазора между матрицей и пуансоном:
dм = dп + 2. m, (6)
где m – величина одностороннего зазора между матрицей и пуансоном.
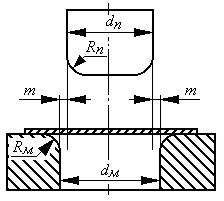
| Рис. 9. Расчетная схема вытяжного штампа |
| Рис. 10. Эскиз сборочного чертежа лабораторного вытяжного штампа: 1 – матрица; 2 – контейнер; 3 – заготовка; 4 – прижимная гайка; 5 – прижим; 6 – пуансон |
При вытяжке без утонения стенки величина m определяется по формуле
m = S + c . S, (7)
где c – коэффициент верхнего значения допусков на толщину материалов, равный 0,3.
Радиус закругления кромок пуансона Rп принимается равным внутреннему радиусу закругления изделия, получаемого при вытяжке, но не менее (2...3)·S.
Радиус закругления кромок вытяжной матрицы Rм определяют в зависимости от относительной толщины заготовки из табл. 5.
Радиус закругления вытяжной матрицы Rм Таблица 5
| Наименование характеристики | Относительная толщина заготовки (S/Dз)·100% | ||
| 2,0…1,0 | 1,0…0,3 | 0,3…0,1 | |
| Rм | (6…8)· S | (8…10)· S | (10…15)· S |








