 2014-01-25
2014-01-25 1106
1106Пневматические рубильные молотки применяют для удаления с поверхности отливок заливов, элементов литниковых систем, ужимин, а также для очистки поверхности тяжелых отливок от пригара.
Для обрубки отливок используют главным образом молотки золотникового типа. Молотки с коротким ходом ударника (до 100 мм) применяют для легкой обрубки литья, молотки с длинным ходом – для тяжелой обработки.
Устройство рубильного молотка показано на рис. 102. В стволе 1 помещен ударник 2, который под действием сжатого воздуха совершает возвратно-поступательное движение, нанося удары по хвостовику рабочего инструмента 3 (зубила). Переключение течения воздуха производится автоматически золотником 4. Пуск молотка осуществляется нажатием курка 5, помещенного в рукоятке 6. Шланг для подвода сжатого воздуха прикрепляется к молотку с помощью резьбового ниппеля и футорки, ввинчиваемой в отросток рукоятки молотка.
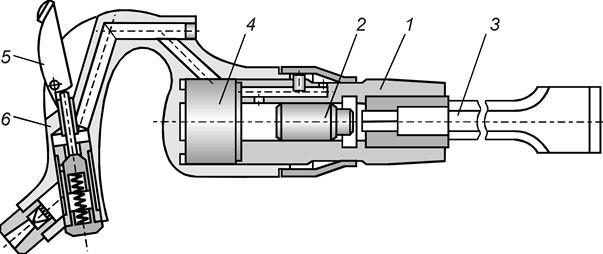 Рис. 102. Устройство пневматического рубильного молотка Рис. 102. Устройство пневматического рубильного молотка |
Для устранения проникновения в молоток вместе со сжатым воздухом грязи и пыли в футорку закладывают сетку, которая их задерживает.
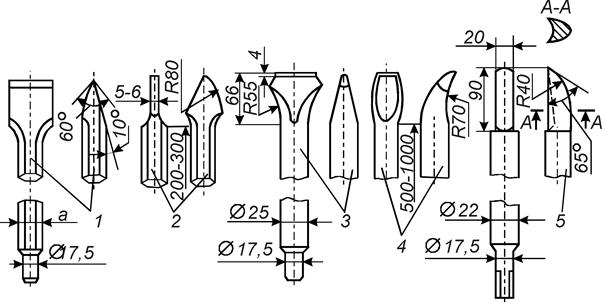 Рис. 103. Зубила для очистки и зачистки отливок Рис. 103. Зубила для очистки и зачистки отливок |
Существенную роль в повышении производительности труда при обрубке отливок пневматическими рубильными молотками играет правильный выбор зубила. На рис. 103 показаны зубила, которыми пользуются квалифицированные обрубщики, достигая высокой производительности при обрубке стальных и чугунных отливок.
Зубила 7, 2 и 5 применяют для очистки поверхности отливок от пригоревшей формовочной смеси и для вырубки пороков отливок под заварку. Зубила 3 с уширенной рабочей частью применяют для обрубки стальных отливок после отжига. Зубила 4 имеют специальную загнутую рабочую часть и применяют для очистки внутренних сферических поверхностей.
Хвостовики зубил делают не только цилиндрическими, но и шестигранными. Такие зубила используют, когда вращение инструмента при обрубке недопустимо, например, при выполнении точных обрубных работ (зачистка заваренных мест на обработанной поверхности, обрубка холодильников и т. п.).
Высокой стойкостью при работе обладают зубила из сталей марок 4ХС, 6ХС, 7ХС. Твердость рабочей кромки зубила должна быть HRC 58¸61. Уменьшение твердости резко снижает стойкость инструмента, а увеличение приводит к выкрашиванию кромки. Рекомендуется немного притуплять лезвие зубила, затачивая на нем площадку шириной 0,3¸0,5 мм для предохранения рабочей кромки от выкрашивания.








