 2013-12-27
2013-12-27 779
779Спецификация
Единая модульная система
Единая модульная система (ЕМС) - совокупность правил, позволяющих увязать объемно-планировочные размеры здания с размерами конструктивных элементов. Основной принцип ЕМС - кратность размеров некоторой величине - модулю.
В строительстве принят единый модуль М = 100мм. Кроме основного применяются и производные модули: укрупненные 60М; 30М; 15М; 12М; 6М; 3М, применяются для назначения шага, пролёта и высоты здания, и дробные (субмодули) - М; М; М; М; М; М - служит для назначения размеров относительно небольшого сечения конструктивных элементов: толщин плит и листовых материалов.
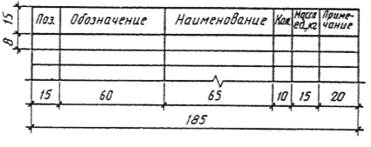
В спецификациях указывают:
а) в графе "Поз."- позиции (марки) элементов конструкций (согласно рабочим чертежам);
б) в графе "Обозначение" - обозначение основных документов на записываемые в спецификацию элементы конструкций или изделия
в) в графе "Наименование" - наименования элементов конструкций или изделий и их марки.
Допускается на группу одноименных элементов указывать наименование один раз и подчеркивать;
г) в графе "Кол." - количество элементов.
д) в графе "Масса, ед., кг" - массу в килограммах (для деревянных элементов объем в м3)
е) в графе "Примечание" - дополнительные сведения
Классификация производственных зданий:
По пожаропасности:
| Кате-гория | Характеристика | Примеры | Площадь окон и дверей на 1м3, м2 | Максимальное расстояние до выхода, м |
| А,Б | Производства, связанные с применением взрывопожароопасных веществ | производство серной кислоты, производство минеральных удобрений, производство химволокна | 0.05 | |
| В | Производства, связанные с использованием пожароопасных веществ | деревообработка, литейное производство, термообработка, производство резотехнических изделий, | 0.03 | |
| Г | Производства, связанные с применением не горючих веществ, процесс обработки которых сопровождается выделением лучистого тепла искр или пламени | сборка и механическая обработка металлический изделий, кузнечное производство | - | - |
| Д | Процесс, связанный с использованием не горючих веществ в холодном состоянии | холодная штамповка, производства железобетонных изделий, | - | - |
По наличию отопительных систем:
| Вид здания | Примеры |
| Отапливаемое | деревообработка, холодная штамповка, сборка металлических изделий, производство железобетонных изделий |
| Неотапливаемое или связанное с избытком явной теплоты | кузнечный, кузнечно-прессовый, термический, литейный цеха, производства серной кислоты, химического волокна, резотехнических изделий, минеральных удобрений. |
Придельные размеры температурного блока:
| Вид здания | Вид каркаса | |||
| Стальной | Железобетонный | |||
| вдоль пролета | поперек пролета | вдоль пролета | поперек пролета | |
| Отапливаемое | ||||
| Неотапливаемое |
| Привязка крайних колонн | |||||
| Тип каркаса | Грузо-подъемность мостовых кранов, т | Шаг крайнего ряда колонн, м | Высота | Привязка,с, мм | 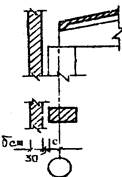 |
| Стальной каркас | нет | 8.4 | |||
| 21.6 | |||||
| Железо-бетонный каркас | нет | ||||
| 14.4 | |||||
| Привязка торцевых колонн | |||||
| Пролет здания совпадает с длиной стеновых панелей | 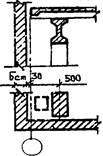 | ||||
| Пролет здания не совпадает с длиной стеновых панелей | |||||
| Поперечный температурно-деформационный шов | |||||
| Длина температурного отсека до 144м | более 144м | ||||
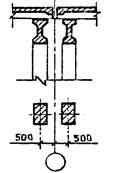 | 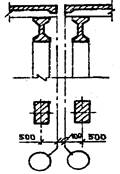 | ||||
| Продольный температурно-деформационный шов | |||||
| 1. При одинаковой высоте смежных блоков | 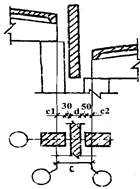 | ||||
| C=c1+500+c2 | |||||
| 2. При разной высоте смежных пролетов | |||||
| C=c1+30+d+50+c2 | |||||
| C - расстояние между осями, мм | |||||
| с1 - привязка колонны 1-го пролета,мм | |||||
| с2 - привязка колонны 2-го проалета,мм | |||||
| d - толщина стеновой панели | |||||
| Полученный результат округлить до 50мм и принять не мение 300мм |








