 2018-03-09
2018-03-09 579
579
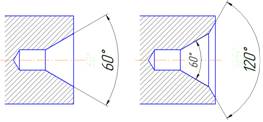 При обработке цилиндрических поверхностей часто используют центровые гнёзда, которые позволяют обеспечить точное ориентирование заготовки в технологической системе при минимальных затратах времени и простой оснастке. Точность установки лежит в пределах 0,01- 0,03мм, иногда 0,0004мм. Если есть перекос торцевой поверхности, то погрешность установки увеличивается. Кроме того, грань перехода рабочей фаски в торец легко повреждается, поэтому используются гнёзда с защитной фаской (α=120°). Для изготовления гнёзд применяют специальные инструменты - центровые свёрла (центровки).
При обработке цилиндрических поверхностей часто используют центровые гнёзда, которые позволяют обеспечить точное ориентирование заготовки в технологической системе при минимальных затратах времени и простой оснастке. Точность установки лежит в пределах 0,01- 0,03мм, иногда 0,0004мм. Если есть перекос торцевой поверхности, то погрешность установки увеличивается. Кроме того, грань перехода рабочей фаски в торец легко повреждается, поэтому используются гнёзда с защитной фаской (α=120°). Для изготовления гнёзд применяют специальные инструменты - центровые свёрла (центровки).
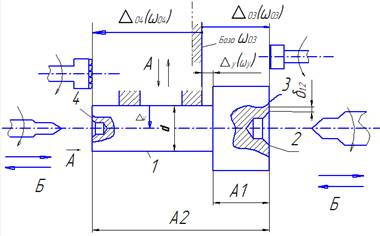 Операция подрезки торцов и центрования осуществляется на специальных фрезерно-центровальных станках в два этапа: 1. Подрезка торцов (движение по Y);
Операция подрезки торцов и центрования осуществляется на специальных фрезерно-центровальных станках в два этапа: 1. Подрезка торцов (движение по Y);
2. Центрование при фиксированном положении заготовки (движение по X).Заготовка устанавливается в призмы. При обработке необходимо обеспечить следующие геометрические параметры: размеры A1, А2; смещение центровых отверстий друг относительно друга и относительно базового диаметра. Рассмотрим схему формирования погрешностей.
ΔА1 = Δу + ΔО3 - I технологическая схема, ΔА2 = ΔO4 + ΔО3 - II схема.
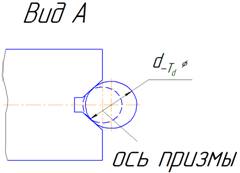 При наладке ось центровки совмещается с осью призмы. Погрешность установки заготовки определяется по формуле: Δу = Td / 2sin α /2. Расположение гнезда относительно базы 1 формируется по второй технологической схеме, а гнёзд друг относительно друга по первой.
При наладке ось центровки совмещается с осью призмы. Погрешность установки заготовки определяется по формуле: Δу = Td / 2sin α /2. Расположение гнезда относительно базы 1 формируется по второй технологической схеме, а гнёзд друг относительно друга по первой.








