 2018-03-09
2018-03-09 181
181
 Многорезцовые станки имеют передний и задний суппорты, которые могут нести по несколько резцов. Передний суппорт имеет продольную подачу, задний - поперечную. Задний предназначен для подрезания торцов и прорезания канавок и его работу совмещают с работой переднего. Точность обработки на этих станках соответствует 9 квалитету. Наладка многорезцовых станков очень сложна, поэтому их выгодно использовать только в крупносерийном и массовом производствах. Обработка осуществляется следующими методами:
Многорезцовые станки имеют передний и задний суппорты, которые могут нести по несколько резцов. Передний суппорт имеет продольную подачу, задний - поперечную. Задний предназначен для подрезания торцов и прорезания канавок и его работу совмещают с работой переднего. Точность обработки на этих станках соответствует 9 квалитету. Наладка многорезцовых станков очень сложна, поэтому их выгодно использовать только в крупносерийном и массовом производствах. Обработка осуществляется следующими методами:
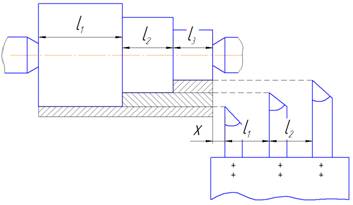
1.Meтод продольной подачи. Ход суппорта определяется общей длиной LР = l1 + 12 + l3, время обработки Т = (LР +х) / S0 n. Из схемы видно, что резцы 2, 3 имеют холостой ход.
2.Метод врезания с последующей продольной подачей. Здесь возможны два варианта наладки инструмента: по наибольшей и по наименьшей ступени.
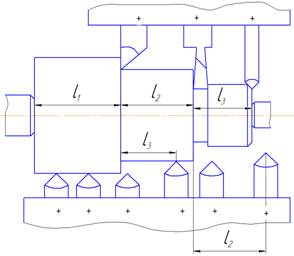
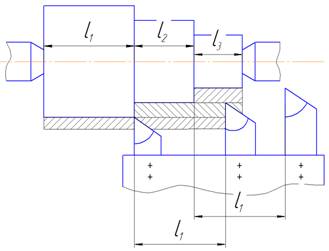 В первом случае ход суппорта LР = l1, т.е. время обработки определяется длиной наибольшей ступени. Настройка осуществляется по эталону. В процессе врезания инструменты находятся в тяжёлых условиях. Для облегчения врезания с помощью поперечного суппорта предварительно прорезают канавки. Припуск, удаляемый каждым инструментом, неравномерный по глубине. Во втором случае время обработки определяется длиной наименьшей ступени, которая обрабатывается одним резцом. Количество резцов на других ступенях определяется следующими соотношениями:
В первом случае ход суппорта LР = l1, т.е. время обработки определяется длиной наибольшей ступени. Настройка осуществляется по эталону. В процессе врезания инструменты находятся в тяжёлых условиях. Для облегчения врезания с помощью поперечного суппорта предварительно прорезают канавки. Припуск, удаляемый каждым инструментом, неравномерный по глубине. Во втором случае время обработки определяется длиной наименьшей ступени, которая обрабатывается одним резцом. Количество резцов на других ступенях определяется следующими соотношениями:
на 1-ую ступень отношением l1/ l3, на 2-ую l1/ l2. Этот метод более производителен. Однако после обработки по второму варианту на поверхностях 1,2 получаются уступы. Поэтому метод применяется на черновых этапах обработки.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
Лекция № 4
Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
ШЛИФОВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ








