 2018-02-14
2018-02-14 9415
9415УСТРОЙСТВО, РАБОТА И РЕГУЛИРОВКИ
ПРЕСС-ПОДБОРЩИКОВ
к лабораторной работе
Специальности: 110301 Механизация сельского хозяйства
110201 Агрономия
080502 Экономика и управление предприятий АПК
080109 Бухгалтерский учет, анализ и аудит
050501 Профессиональное обучение (агроинженерия)
110302 Электрификация и автоматизация сельского хозяйства
140106 Энергообеспечение предприятий
250201 Лесное хозяйство
120301 Землеустройство
120302 Земельный кадастр
280402 Природообустройство
Направления подготовки бакалавров:
050500 Технологическое образование
110200 Агрономия
110300 Агроинженерия
Уфа 2009
Рассмотрено и одобрено на заседании кафедры «Сельскохозяйственные машины» (протокол № 6 от 07.12.2008 г.)
Рекомендовано к опубликованию методической комиссией факультета механизации сельского хозяйства (протокол № 10 от 03.02.2009 г.)
Составители: д.т.н., профессор Мударисов С.Г.
д.т.н., профессор Давлетшин М.М.
ассистент Атнагулов Д.Т.
Рецензент: к.т.н., доцент Хисаев И.А.
Ответственный за выпуск: зав. кафедрой «Сельскохозяйственные машины» профессор Мударисов С.Г.
ЦЕЛЬ И ЗАДАЧИ РАБОТЫ
Освоить принцип работы поршневых и рулонных пресс-подборщиков. Изучить конструкцию и технологический процесс работы машин ПР-1520 и Case LB 530.
ОБЕСПЕЧЕНИЕ РАБОТЫ
Оборудование, приборы и инструменты:
1 Рулонный пресс-подборщик ПР-1520.
2 Поршневой пресс-подборщик Case LB 530.
3 Поршневые и рулонные пресс-подборщики (по плакатам).
4 Видеоматериалы (мультимедийное оборудование).
5 Набор ключей и инструментов, рулетка.
6 Ветошь, мел, шпагат.
ОБЩИЕ СВЕДЕНИЯ И АГРОТРЕБОВАНИЯ
Заготовка прессованного сена – прогрессивный и экономичный способ получения качественного корма из трав. При этом используют пресс-подборщики (таблицы 1,2), которые подбирают массу из валков и прессуют ее в кипы, обвязываемые шпагатом или проволокой.
Таблица 1 Технические характеристики поршневых пресс-подборщиков
| Показатели | ПС-1,6 | ППЛ-Ф-1,6М | ППТ-041 | ПНТ-Ф-1,8 | ПКТ-Ф-2,0 | Case LB530 |
| Пропускная способность, кг/с Ширина захвата, м Рабочая скорость, км/ч Размеры тюка, м: длина ширина высота Масса тюка, кг Плотность прессования, кг/м3 Масса машины, кг | 6…8 1,6 8 0,4…1,3 0,36 0,46 24 до 150 1700 | 8 1,6 9 0,5…1 0,5 0,36 36 100…200 2100 | 7 1,6 7 0,5-1,3 0,37 0,46 10…50 120…230 1700 | 8 1,8 8 0,46…1,3 0,4 0,4 36 120…180 1800 | 10 2 12 1,2…2,4. 1,2 1,1 до 500 70…150 6300 | 10 2 10 1,0-2,5 0,80 0,70 до 600 до 200 6200 |
Таблица 2 Технические характеристики рулонных пресс-подборщиков
| Показатель | ПРП-1,6 | ПР-400 | ПФ-200 | ПР-1,2 | ПР-1520 | ПФ-350 | ПР-Ф-750 |
| Пропускная способность, кг/с Ширина захвата, м Рабочая скорость, км/ч Размеры рулона, м: высота диаметр Масса тюка (рулона), кг Плотность прессования, кг/м3 Масса машины, кг | 7,5 1,6 9 1,4 1,5 До 500 100...120 1930 | 10 1,5 2,5 1,2 1,5 380...400 До 180 1950 | 10 1,5 9 1,2 1,2 150...200 До 180 1750 | 8 1,6 9 1,2 1,2 150...200 До 180 1730 | 6 1,5 9 1,2 1,5 400...800 200…400 2060 | 6 1,5 9 1,2 1,6 До 300 До 180 1820 | 7,5 1,65 9 1,5 1,8 450...750 120...200 2350 |
По конструкции камеры прессования и форме образуемой кипы пресс-подборщики делят на поршневые и рулонные. Первые формируют растения в прямоугольные тюки длиной 0,5...2,5 м поршнем, совершающим возвратно-поступательное движение в прямоугольной прессовальной камере, вторые — в цилиндрические рулоны в камере прессования переменного или постоянного объема.
У поршневых пресс-подборщиков подача растительной массы в камеру прессования может быть боковой, нижней или верхней. Наиболее распространены машины с боковой подачей, асимметрично расположенные относительно продольной плоскости трактора, с которым их агрегатируют.
В пресс-подборщиках с нижней подачей предварительно уплотненную растительную массу подают в прессовальную камеру снизу. Такие машины компактнее, чем с боковой подачей, и симметрично расположены относительно продольной плоскости трактора. Предварительное уплотнение снижает мощность на прессование, сформированные тюки легко разделяются на порции, что упрощает их дальнейшее использование. Нижнюю подачу массы используют для формирования крупногабаритных тюков массой 500...600 кг.
Пресс-подборщики с верхней подачей растительной массы к поршню применяют редко.
Рулонные пресс-подборщики с камерой прессования переменного объема уплотняют массу между транспортером и барабаном и закручивают ее в петлю, образованную бесконечными прорезиненными прессующими ремнями. По мере поступления массы диаметр петли увеличивается и образуется рулон заданного диаметра и постоянной плотности.
В камере прессования постоянного объёма прессующие ремни отсутствуют. Рулон в ней формируется роликами, вальцами или цепями прессующего механизма. Такие пресс-подборщики проще по конструкции и надежнее в работе. Образованные ими рулоны имеют рыхлую середину и плотный наружный слой. Их можно хранить под открытым небом и досушивать активным вентилированием.
Злаковые травы убирают в период колошения, бобовые – и другие корма в период бутонизации.
Травы, предназначенные для приготовления прессованного сена, не должны содержать крупностебельных растений, чтобы не затруднить сушку основной массы.
Травы скашивают и провяливают. В лесной и лесостепной зонах сено прессуют при влажности 20-22%, плотность его прессования не должна превышать 130 кг/м3; в степной и полупустынной зонах - соответственно 20-24% и 190 кг/м3.
Пресс-подборщик ПС-1,6
Предназначен для подбора валков естественных и сеянных трав или соломы, прессования их в тюки прямоугольной формы с одновременной автоматической обвязкой шпагатом. Агрегатируется пресс-подборщик с трактором МТЗ или ЮМЗ.
Все механизмы пресс-подборщика приводятся в движение от ВОМ трактора.
В процессе движения агрегата вдоль валка пружинные пальцы подборщика 6 (рисунок 1) подхватывают массу и подают ее в приемную камеру. Упаковщики 7 перехватывают массу и, подпрессовывая, забрасывают ее в прессовальную камеру 1 в момент холостого (обратного) хода поршня.
При движении вперед поршень 2 прессует поданную упаковщиками массу, обрезая ножом, расположенным у входного окна. Спрессованная порция проталкивается поршнем за зубья пазообразователей. Формируя в тюке пазы для укладывания обвязочного материала, пазообразователи 9 (рисунок 2) удерживают массу в спрессованном состоянии во время холостого хода поршня.
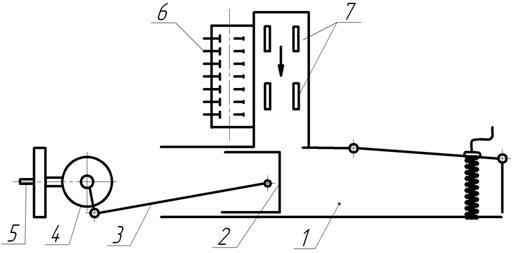
Рисунок 1 – Технологическая схема пресс-подборщика ПС-1,6
По мере продвижения массы по прессовальной камере, проворачивается мерительное колесо, которое по завершении полного оборота, включает в работу вязальный аппарат пресс-подборщика. Связанные тюки проталкиваются к выходу из прессовальной камеры, поступают на лоток и по нему опускаются на землю.
 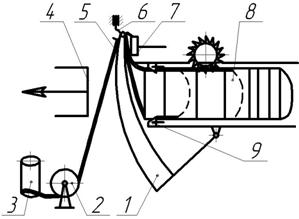 |
1 – игла-подаватель; 2 –ролик; 3 – моток шпагата; 4 – поршень; 5 – шпагат; 6 – крючок-узловязатель; 7 – нож-зажим; 8 – тюк; 9 – пазообразователь
Рисунок 2 – Принципиальная схема работы иглы-подавателя
Вся работа вязального аппарата протекает за один ход поршня, при этом работа всех механизмов строго согласована между собой.
В момент прохода иглы-подавателя 1 над вязальным крючком 6 шпагат укладывается в зону вращения вязального крючка (рисунок 3). Вращаясь, крючок наматывает на себя ранее уложенный и вновь поданный шпагат. Вязальный крючок заканчивает оборот, раскрывает челюсть и захватывает концы шпагата идущие к зажиму. Зажим 7 (рисунок 2) отпускает ранее зажатый конец и отрезает конец шпагата, идущий к вязальному крючку. Игла-подаватель 1 отходит назад, укладывая в зажим шпагат для следующего тюка. При дальнейшем повороте муфта включения отключает вязальный аппарат.
Нормальная работа пресс-подборщика и вязального аппарата возможна лишь при высококачественной регулировке и согласованности всех исполнительных узлов пресс-подборщика. Согласованность в работе проверяется по циклограмме пресса.
Правильным считается такое положение, когда носик иглы-подавателя и крайнее ребро поршня встречаются одновременно у нижней пазообразующей кромки прессовальной камеры или поршень должен пройти иглу, не более чем на 30 мм.
Регулировка производится через ведомую звездочку конической передачи, расположенной в передней части упаковщика. Для этого откручиваются и вынимаются три болта соединяющие звездочку с фланцем, далее вращением маховика поршень подводится к игла-подавателю на требуемый размер (0…30 мм). Все три болта устанавливаются вновь на совпадающие отверстия. Повторным прокручиванием маховика проверяется правильность регулировки.

Рисунок 3 – Технологическая схема работы крючка-узловязателя
Зазор между роликами иглы-подавателя и кромкой прижимного диска должен быть 0…2 мм. Для этого прокручиванием маховика игла подводится к наивысшей точке прижимного диска. Затем ввинчиванием или вывинчиванием упорных болтов крепления иглы к трубе привода достигается требуемый размер.
При подходе к верхнему положению концевые ролики иглы-подавателя должны подходить за нижнюю плоскость прижимного диска вязального аппарата на 6…10 мм. Регулировку производят укорочением или удлинением приводной тяги иглы со стороны подборщика.
При сильном зажатии пружины вязального крючка, петли получаются длинными и возможен даже обрыв шпагата в зоне сомкнутых челюстей клюва, а при слабой затяжки петля получается короткой и слабой. Путем изменения натяжения пружины надо отрегулировать так, чтобы длина петли была в пределах 20…30 мм.








